{kind=link}
Przygotowanie stali brzmi jak skomplikowany termin, ale kryje za sobą całkiem proste operacje: szlifowanie, napawanie, spawanie czy młotkowanie konstrukcji. Przede wszystkim obejmuje zabiegi, które mają na celu usunięcie dużych wad mechanicznych ze spoin, krawędzi i pozostałego podłoża przeznaczonego do malowania.
Wszystko pięknie, ale… co jest wadą? Które defekty powierzchni niszczą powłokę, a które sprawiają, że powłoka od początku ma wady „fabryczne”? Gdzie szukać odpowiedzi?
W odpowiedzi na nurtujące pytania powstała norma ISO 8501-3, która klasyfikuje trzy stopnie przygotowania stali P1, P2 i P3.
Wymienione wcześniej stopnie przygotowania materiału oznaczają:
- P1 lekkie przygotowanie stali,
- P2 dokładne przygotowanie stali,
- P3 bardzo dokładne przygotowanie stali.
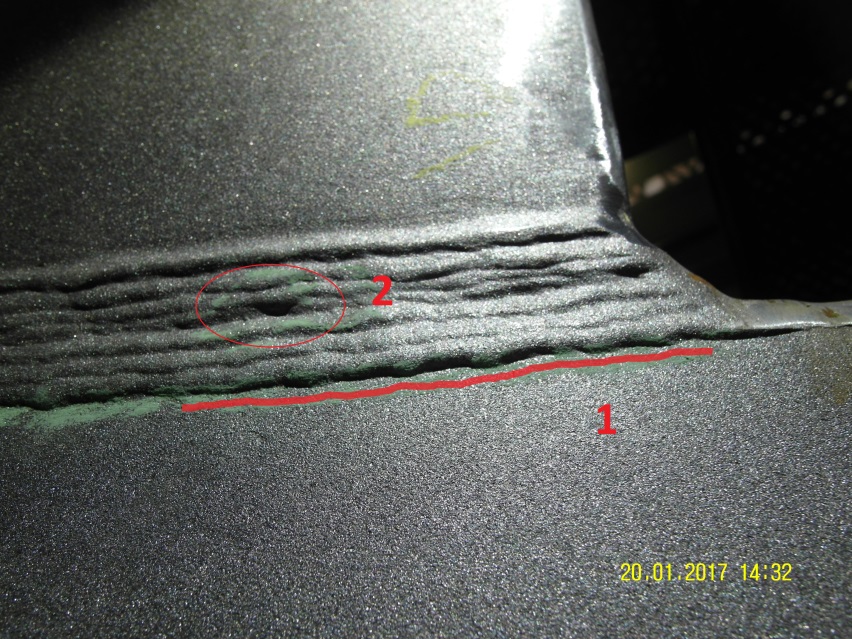
Kiedy i co należy usuwać ze stali? Norma EN ISO 8501-3 zawiera tabelę, w której wyszczególnia się, jakie wady mogą wystąpić w trzech rejonach: na spoinach, na krawędziach i powierzchniach. Tabela zawiera opis wady, korespondujący z opisem rysunek i informacje, co jest dopuszczalne w poszczególnych stopniach. Dla przykładu, jeśli chodzi o rozpryski spawalnicze, to w stopniu P1 można pozostawić dobrze przylegające, w stopniu P2 dopuszczalne są wtopione, natomiast w przypadku P3 rozpryski są niedopuszczalne. W ten sposób opisanych jest wiele pozycji, jak np. podtopienia czy porowatość spoiny, krawędzie cięte na gorąco, kratery, wżery czy rozwarstwienia po walcowaniu.
Przygotowanie stali wykonuje się jeszcze w czasie prefabrykacji, ale bardzo często wiele poprawek zostaje pominiętych lub odsłania je dopiero czyszczenie strumieniowo – ścierne. Mierząc się z nimi w śrutowni, należy pamiętać o odpowiednim doborze narzędzi i urządzeń, aby działać z troską o wyczyszczoną konstrukcję. Jakich instrumentów używamy do przygotowywania stali? Wszystkiego, co pozwoli uzyskać pożądany efekt:
- urządzenia z napędem mechanicznym np. szlifierka, frez, młotek igłowy, druciana szczotka obrotowa;
- narzędzia ręczne typu: szczotka druciana, skrobak, papier ścierny czy szpachelka.
Na zdjęciach poniżej przedstawione są przykładowe wady i narzędzia używane do ich usuwania.