

{kind=link}
W niniejszym wpisie chcielibyśmy podać bardzo podstawowe informacje przydatne podczas malowania natryskiem wyrobów malarskich. Zanim malarz chwyci za pistolet powinien zdobyć wiedzę teoretyczną z techniki natryskiwania w zależności od choćby tego, czy jest to natrysk powietrzny czy bezpowietrzny, gdyż samo to stwarza duże różnice. Generalnie natrysk powietrzny to historycznie starsza technika natrysku. Polega ona z grubsza na tym, że powietrze pod ciśnieniem porywa farbę ze zbiornika i niesie ją w kierunku malowanej powierzchni. Natrysk bezpowietrzny polega na tym że farba pod bardzo dużym ciśnieniem (100 – 200 bar) opuszcza dyszę pistoletu i wskutek oporu powietrza ulega rozbiciu tworząc wachlarz farby. Same te różnice powodują że, farba rozproszona zachowuję się inaczej w obu przypadkach. Spowodowane jest to różną szybkością kropel farby i różnym kształtem wachlarza farby.
Technika natryskiwania wyrobów malarskich.
Prawidłowa technika natryskiwania wyrobów malarskich, składa się z kilku elementów. Przed przystąpieniem do malowania, pierwszym etapem jest sprawdzenie zestawienia sprzętu. Ponieważ w sprzęcie występują wysokie (natrysk powietrzny) lub bardzo wysokie ciśnienia (natrysk hydrodynamiczny) wszystkie połącznia węży powinny być szczelne. Nie zapominamy także o uziemieniu sprzętu, gdyż podczas malowania generowana jest elektryczność statyczna, która może doprowadzić do przeskoku iskry, a w konsekwencji zapłonu np. par rozcieńczalnika.
Sprawdzonym sprzętem możemy przystąpić do malowania. Nacisk na spust następuje po rozpoczęciu ruchu posuwistego, a jego zwolnienie przed ustaniem pracy przedramienia. Nie zachowanie tej zasady może powodować zbyt obfity wypływ farby, co może skutkować zaciekami. Uruchomiony pistolet w trakcie natryskiwania pozostaje w ciągłym ruchu. Tu trzeba wspomnieć, że pistolet do malowani powietrznego pozwala na regulację ilości farby przez mocniejsze naciśnięcie spustu. W przypadku pistoletu hydrodynamicznego, spust działa dwustanowo: farba płynie z pełnym ciśnieniem lub nie.
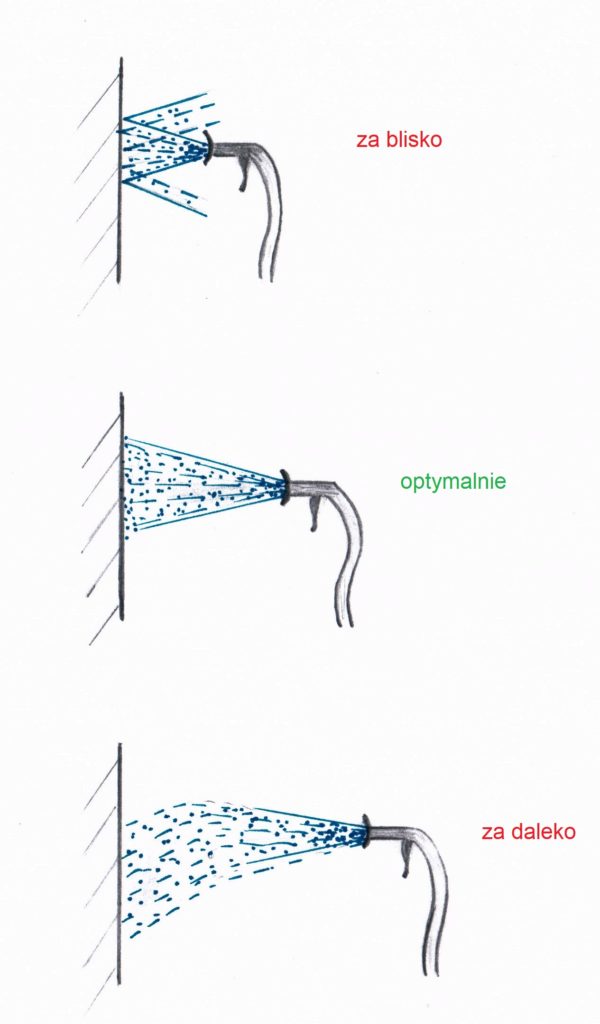
Kolejny aspekt, to zachowanie odpowiedniej odległości pistoletu od malowanego elementu. Generalnie przed malowanie dobrze jest dokonać testu na ustawień sprzętu, często dokonywane jest to na powierzchni „testowej”, np. na kartonie. W przypadku natrysku powietrznego regulujemy duszę tak aby strumień farby opuszczający pistolet był ciągły i nie za bardzo zatomizowany (rozproszony). Przy natrysku bezpowietrznym dobieramy odpowiednią dyszę i regulujemy ciśnienie na wyjściu pompy, aby zachować ciągłość i kształt wachlarza. Ponieważ natrysk operuje na bardzo wysokich ciśnieniach, to dysze ulegają wytarciu – powiększa się średnica dyszy a i kształt wachlarza zaczyna przypominać elipsę. Często towarzyszy temu tzw. „pisanie” dyszy, co zilustrowano na zdjęciach niżej.
Bardzo ważne jest prawidłowe operowanie przedramieniem w czasie pracy. Pistolet prowadzimy prostopadle do powierzchni. Nadgarstek pozostaje bez ruchu.
Malowanie natryskowe zaczynamy od miejsc trudno dostępnych, tj. krawędzie konstrukcji, naroża.





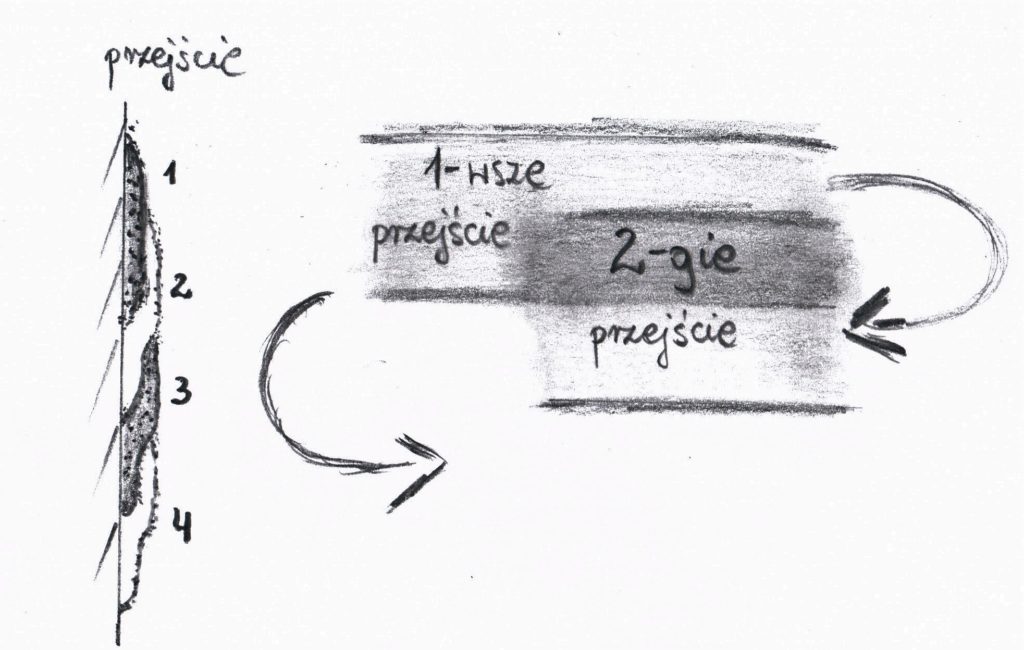
Rozpylanie farby zaczynamy jeszcze przed krawędzią elementu malowanego. Nakładamy wyrób malarski pokrywając połowę poprzedniego przejścia, malujemy na tzw. zakładkę 50%.


Prawidłowa technika natryskiwania jest efektem długotrwałej praktyki. Należy również pamiętać, że strumień farby przy natrysku pneumatycznym jest znacznie mniejszy niż przy hydrodynamicznym. Istnieje ryzyko niedomalowań jeśli malarz zwykle operujący natryskiem hydrodynamicznym podejmie się natrysku powietrznego. Natomiast w odwrotnej sytuacji, bardzo prawdopodobne będą przegrubienia i zacieki wymalowania.