

Norma ISO 8501-3 dotyczy przygotowania podłoży stalowych przed nakładaniem farb i podobnych produktów. Część 3 zajmuje się stopniami przygotowania spoin, krawędzi i innych obszarów z wadami powierzchni. Niedoskonałości w wymienionych rejonach, to obszary trudne do malowania, często są też ogniskami korozji. Warto więc zwrócić uwagę na te miejsca i stosować wyprawki przed właściwym malowaniem.
Stopień dokładności usuwanych wad zależy od stopnia agresywności środowiska, w którym będzie pracować konstrukcja. Norma ISO 8501-3 określa 3 stopnie przygotowania powierzchni stalowych:
- P1 lekkie przygotowanie stali, oznacza najczęściej brak przygotowania;
- P2 dokładne przygotowanie stali, czyli usunięcie większości wad;
- P3 bardzo dokładne przygotowanie stali, polega na usunięciu wszystkich wad.
Poniżej przedstawiamy opisy, rysunki i zdjęcia wad w korelacji ze stopniem przygotowania.
Wady występujące w rejonie spoin
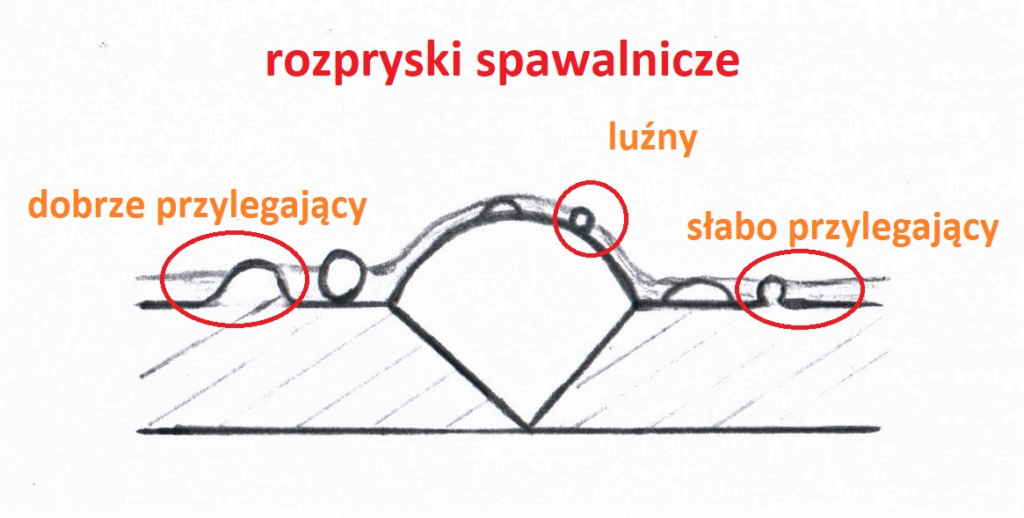
ROZPRYSKI SPAWALNICZE
ROZPRYSKI SPAWALNICZE – Rozpryski, to cząstki stopiwa lub spoiwa, które rozpryskują się w czasie procesu spawania i przyklejają się do spoiny i obszaru wokół. Rozróżniamy: luźne, słabo i dobrze przylegające.
- dla stopnia P1 – Usuwamy luźne rozpryski
- dla stopnia P2 – Usuwamy luźne i słabo przylegające rozpryski
- dla stopnia P3 – Usuwamy wszystkie rozpryski

Rozpryski spawalnicze. 
Rozpryski zamalowane.

ŁUSKA / PROFIL SPOINY
ŁUSKA / PROFIL SPOINY – Łuski na licu spoiny mogą nie mieć łagodnego przejścia. Ostre, nieregularne krawędzie spoiny powodują, że powłoka w tych miejscach może być cienka.
- dla stopnia P1 – Brak przygotowania
- dla stopnia P2 – Obrobić aby usunąć nieregularne i ostrokrawędziowe profile
- dla stopnia P3 – Całkowicie obrobić, wygładzić
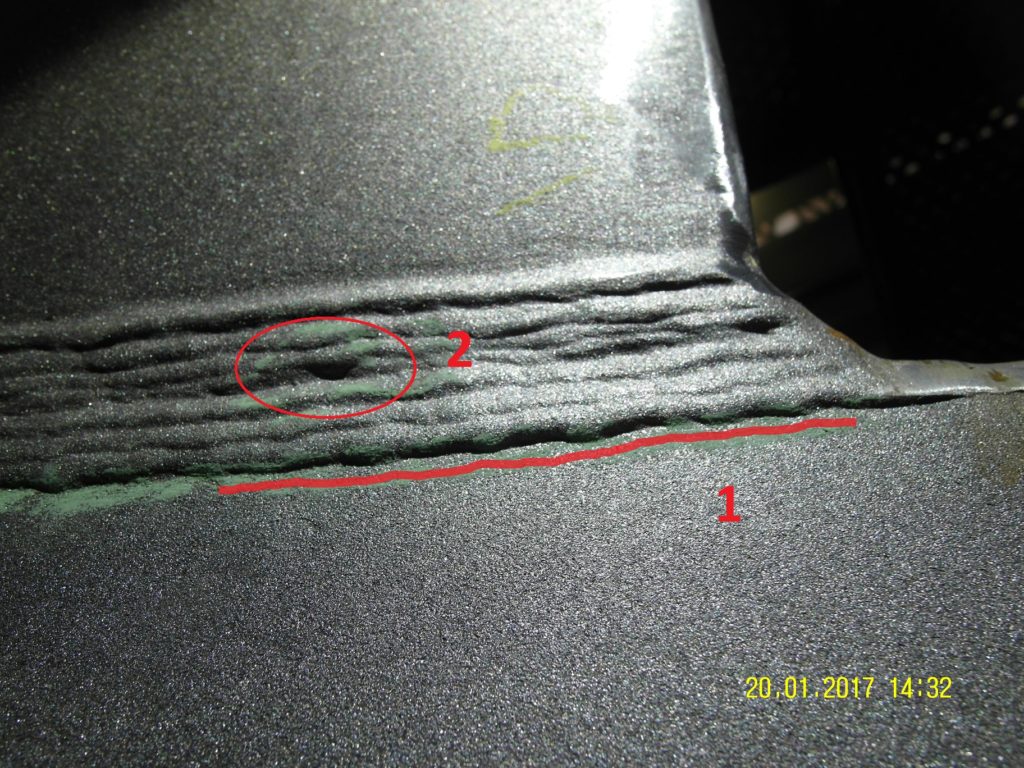
Nieprawidłowy profil spoiny.
1. Brak płynnego przejścia spoina – materiał. 2 – Brak płynnego przejścia między ściegami spoin.
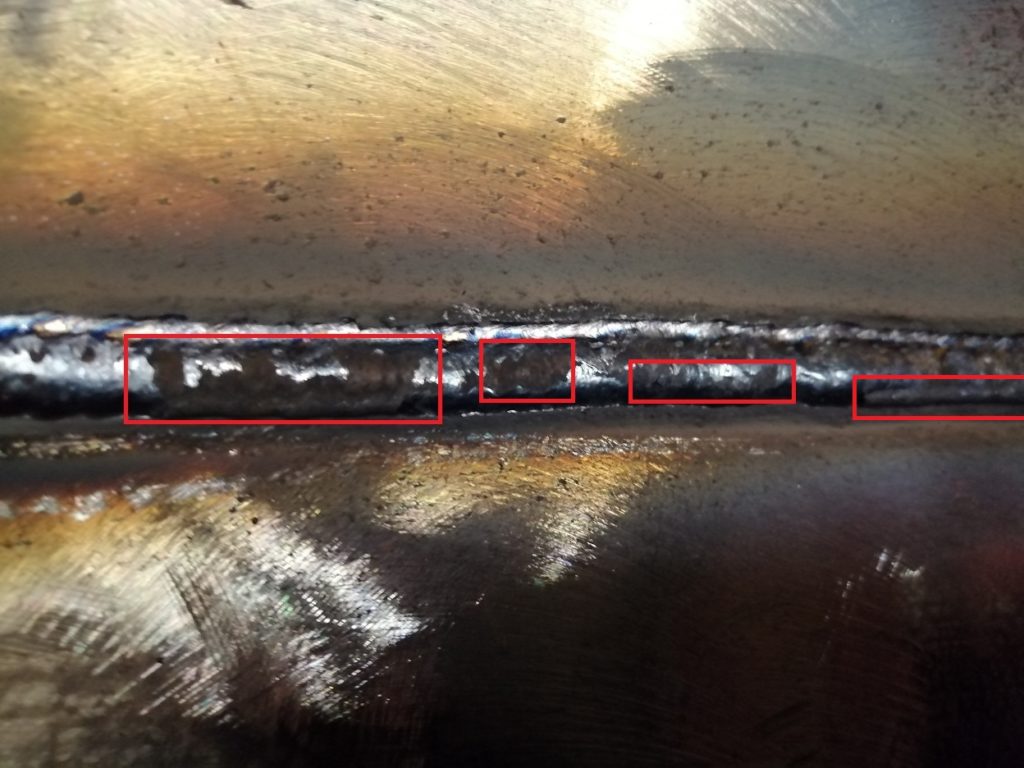
Wgłębienia po niewystarczającym szlifowaniu lica spoiny.
ŻUŻEL SPAWALNICZY
ŻUŻEL SPAWALNICZY – Żużel spawalniczy, to czarne osady, które najczęściej usuwa się opukując młotkiem spoinę.
- dla stopnia P1 – Usuwamy
- dla stopnia P2 – Usuwamy
- dla stopnia P3 – Usuwamy
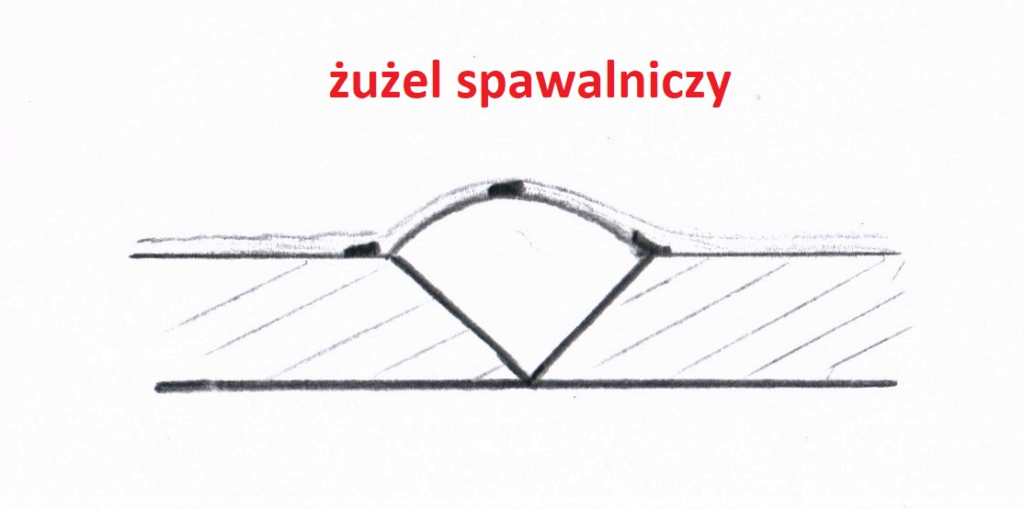
Żużel spawalniczy.
PODTOPIENIE
PODTOPIENIE – Podtopienie, to rowek przy brzegu lica spoiny. Może występować z dwóch stron ściegu.
Podtopienia są niepożądane ze względu na gromadzenie się zanieczyszczeń i utrudniony dostęp przy czyszczeniu.
- dla stopnia P1 – Pozostawiamy
- dla stopnia P2 – Brak ostrych i głębokich podtopień
- dla stopnia P3 – Usuwamy
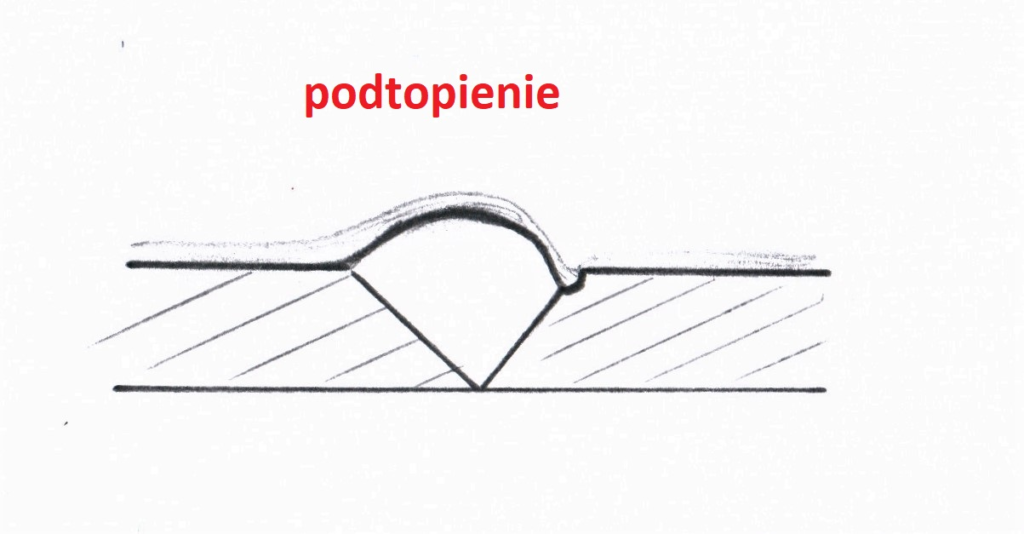

Podtopienia.
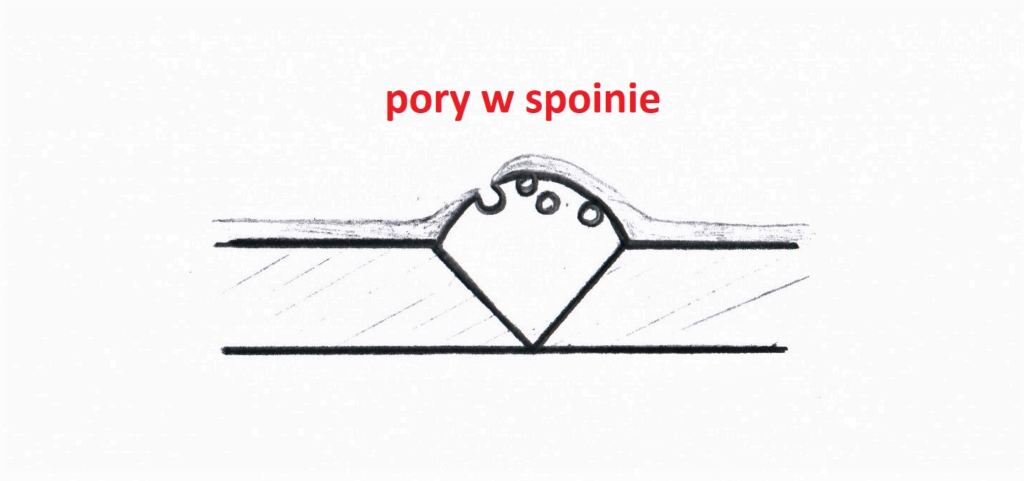
POROWATOŚĆ SPOINY
POROWATOŚĆ SPOINY – Pory, to pęcherze powietrzne, które wydostają się na powierzchnię. Pory mogą być otwarte lub otworzyć się w czasie obróbki strumieniowo- ściernej.
- dla stopnia P1 – Pozostawiamy
- dla stopnia P2 – Pory powinny być tak obrobione lub na tyle otwarte, aby farba mogła je spenetrować
- dla stopnia P3 – Usuwamy

Zaporowanie spoiny. 
Duże, pojedyncze pory. 
Pory występujące w skupisku.
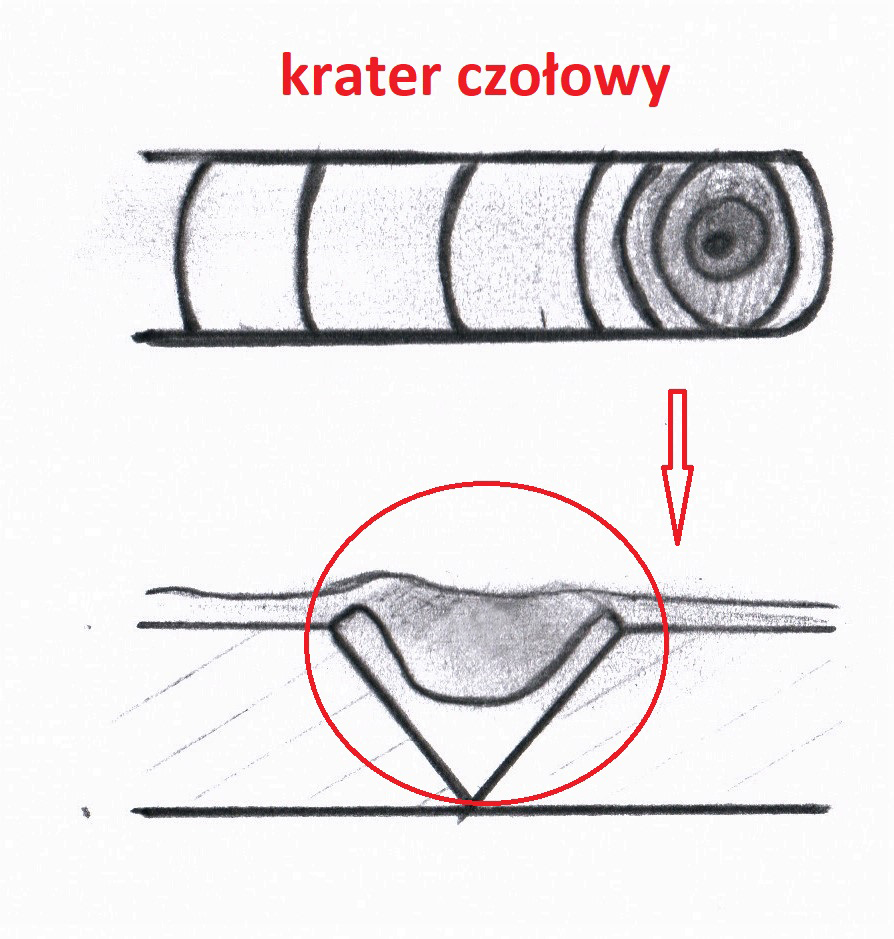
KRATER CZOŁOWY
KRATER CZOŁOWY – Krater, to wgłębienie na końcu ściegu. Powstają przy niewłaściwym zakończeniu spoiny.
- dla stopnia P1 – Pozostawiamy
- dla stopnia P2 – Kratery nie powinny mieć ostrych krawędzi
- dla stopnia P3 – Usuwamy
Wady dotyczące krawędzi
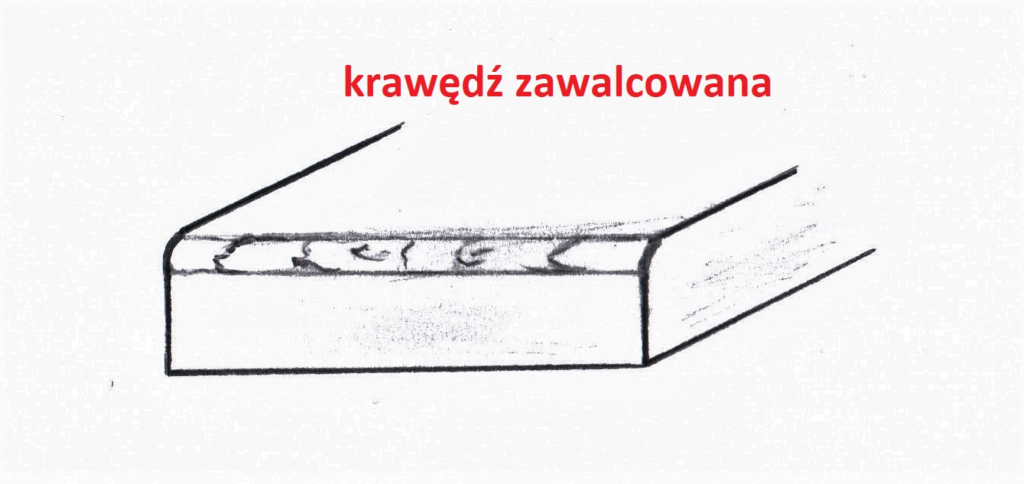
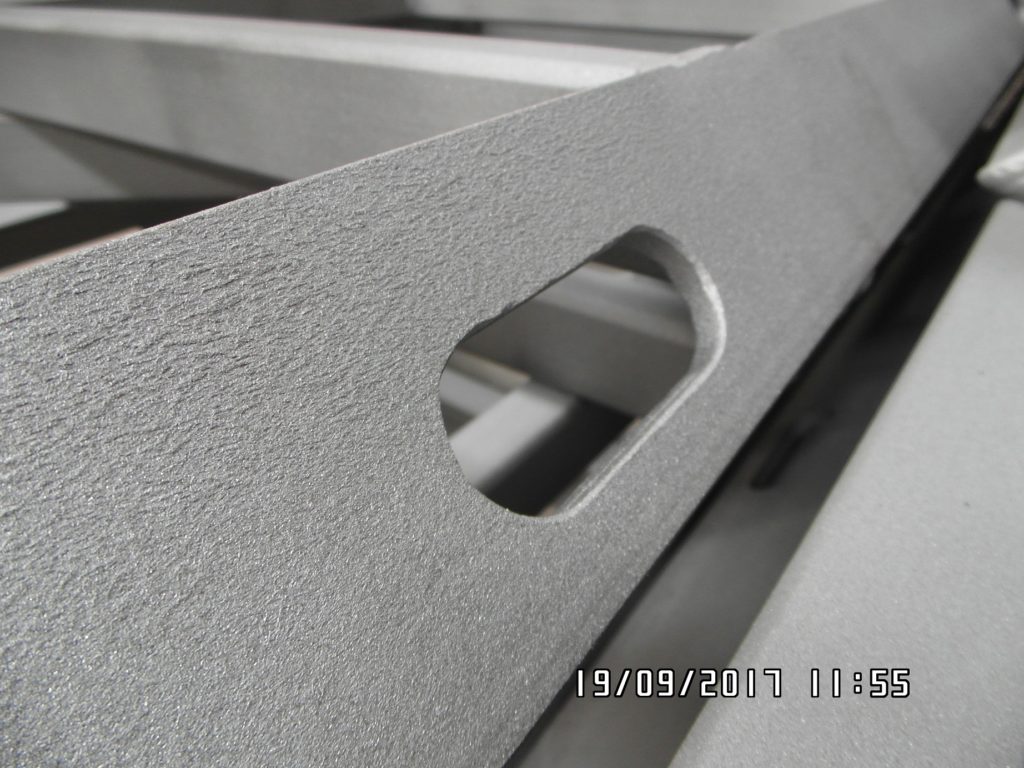
KRAWĘDZIE ZAWALCOWANE
KRAWĘDZIE ZAWALCOWANE – Wada powstająca na zakończeniach np. blach.
- dla stopnia P1 – Pozostawiamy
- dla stopnia P2 – Pozostawiamy
- dla stopnia P3 – Zaokrąglamy krawędzie do promienia nie mniejszego niż 2 mm
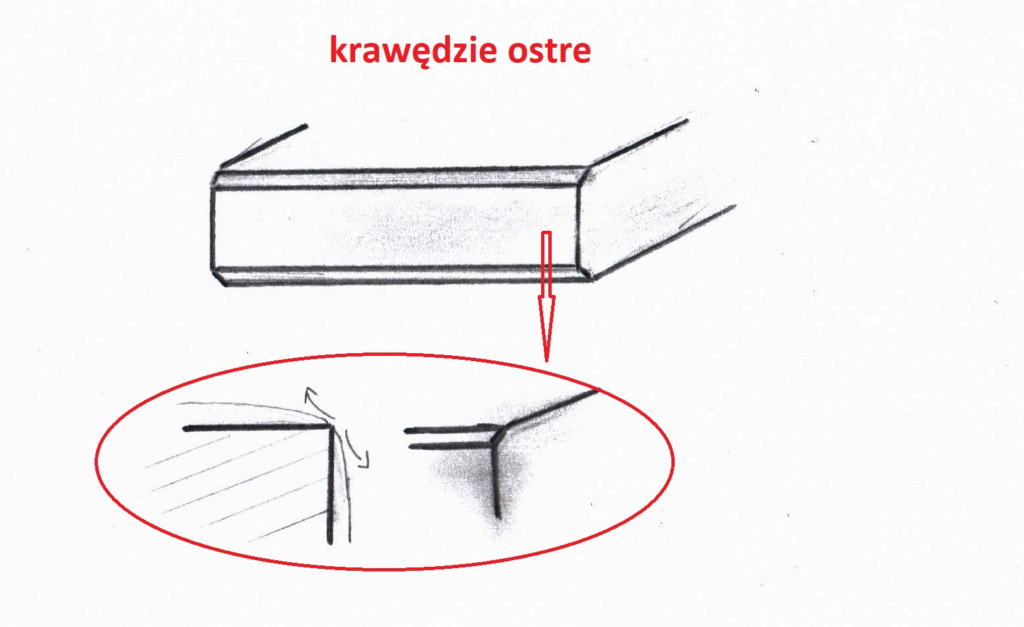
KRAWĘDZIE WYKRAWANE, ŚCINANE, PIŁOWANE LUB WYWIERCANE
KRAWĘDZIE WYKRAWANE, ŚCINANE, PIŁOWANE LUB WYWIERCANE – Ostre, nieregularne krawędzie powstają w trakcie prefabrykacji.
- dla stopnia P1 – Brak ostrych krawędzi, brak wypustów
- dla stopnia P2 – Brak ostrych krawędzi, brak wypustów
- dla stopnia P3 – Zaokrąglamy krawędzie do promienia nie mniejszego niż 2 mm


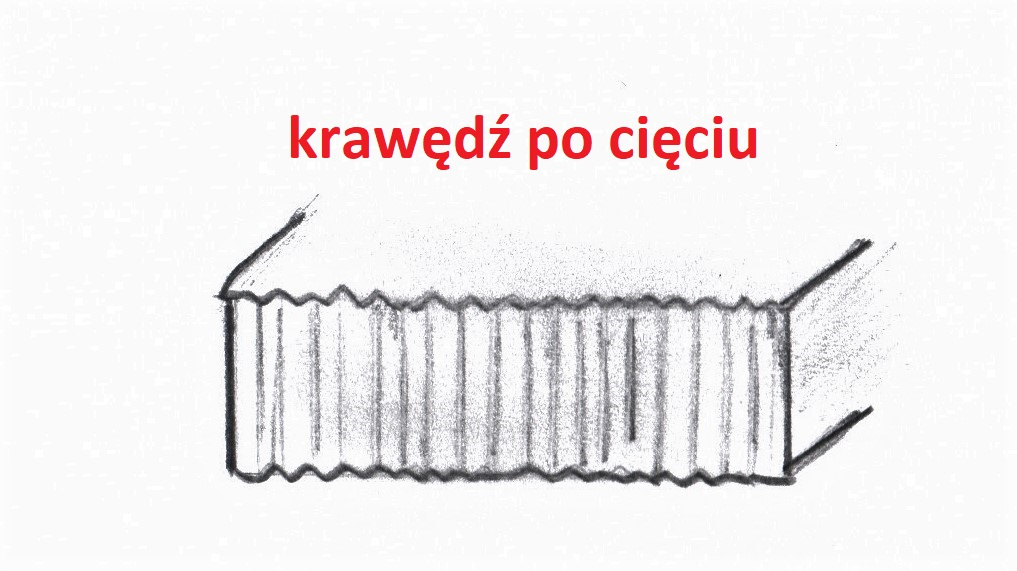
KRAWĘDZIE CIĘTE NA GORĄCO
KRAWĘDZIE CIĘTE NA GORĄCO – Krawędzie cięte na gorąco, to miejsca przegrzane, utwardzone.
- dla stopnia P1 – Brak żużla i zgorzeliny
- dla stopnia P2 – Bez nieregularnego profilu
- dla stopnia P3 – Powierzchnię czołową cięcia należy usunąć, a krawędzie zaokrąglić do R > 2 mm


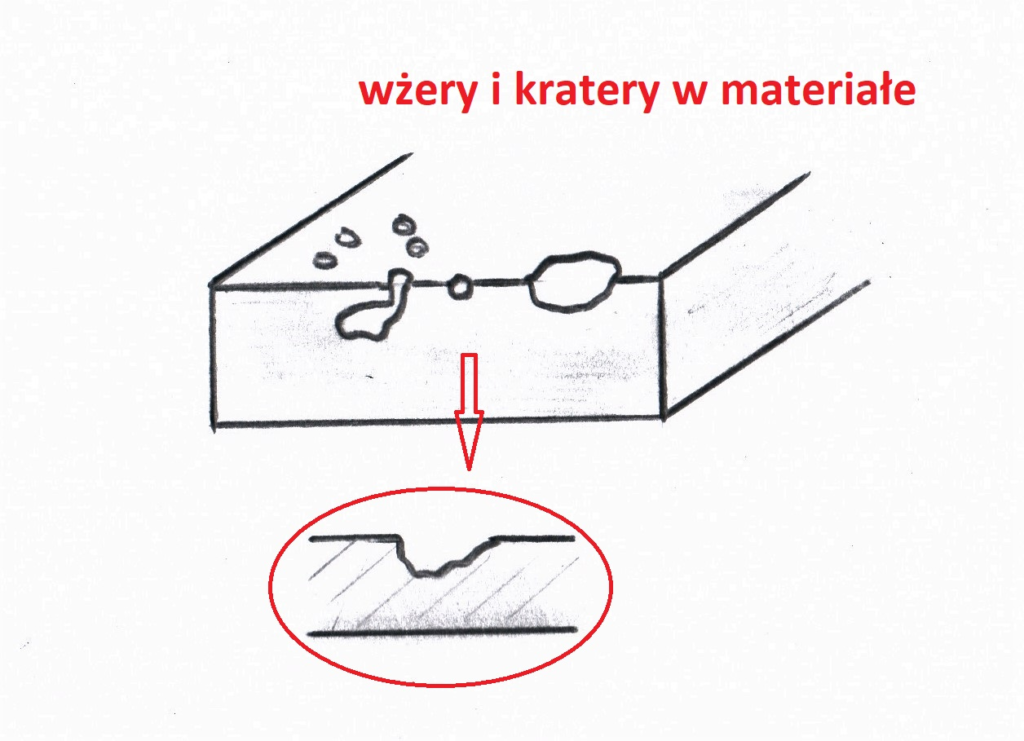
Wady dotyczące pozostałych powierzchni
WŻERY i KRATERY – Ubytki materiału.
- dla stopnia P1 – Na tyle otwarte aby umożliwić penetrację farby
- dla stopnia P2 – Na tyle otwarte aby umożliwić penetrację farby
- dla stopnia P3 – Usuwamy

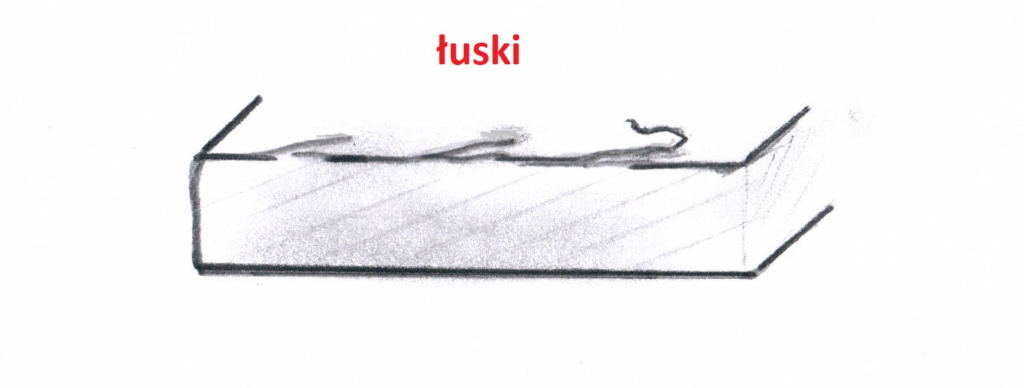
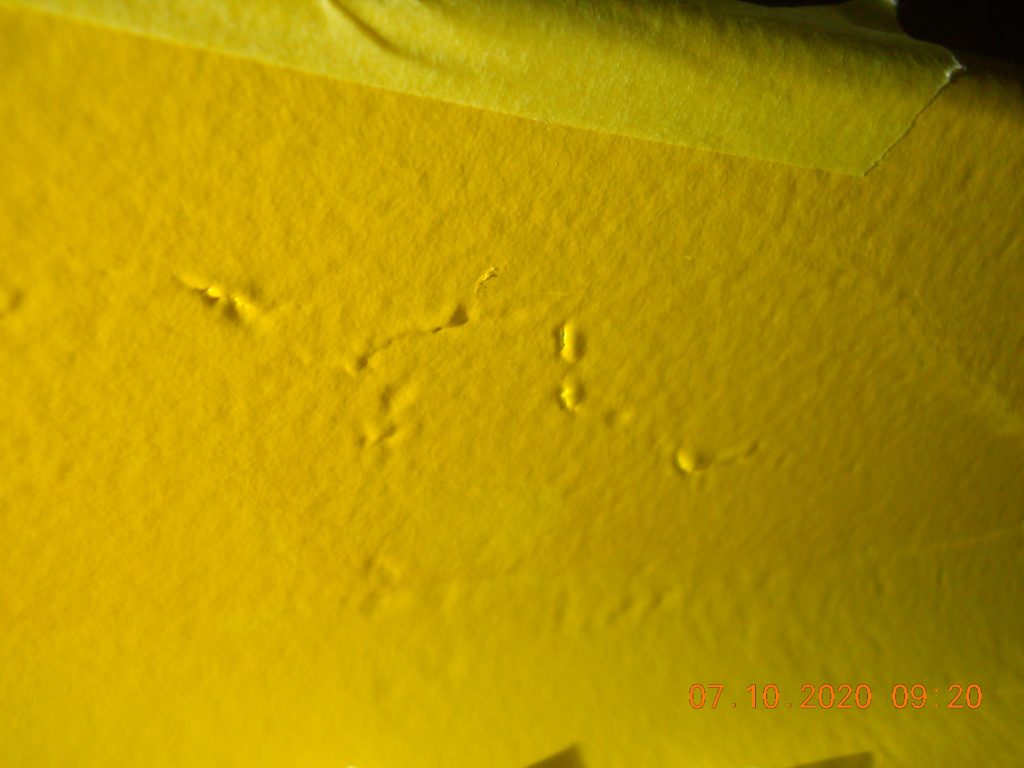
ŁUSKA
ŁUSKA – Płytkie, powierzchniowe wady materiału.
- dla stopnia P1 – Brak wystającego materiału
- dla stopnia P2 – Brak widocznej łuski
- dla stopnia P3 – Brak widocznej łuski


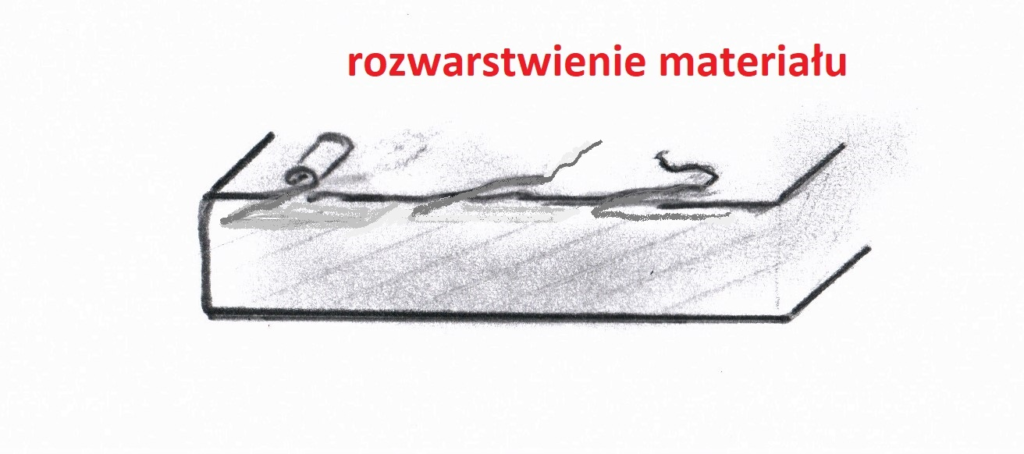
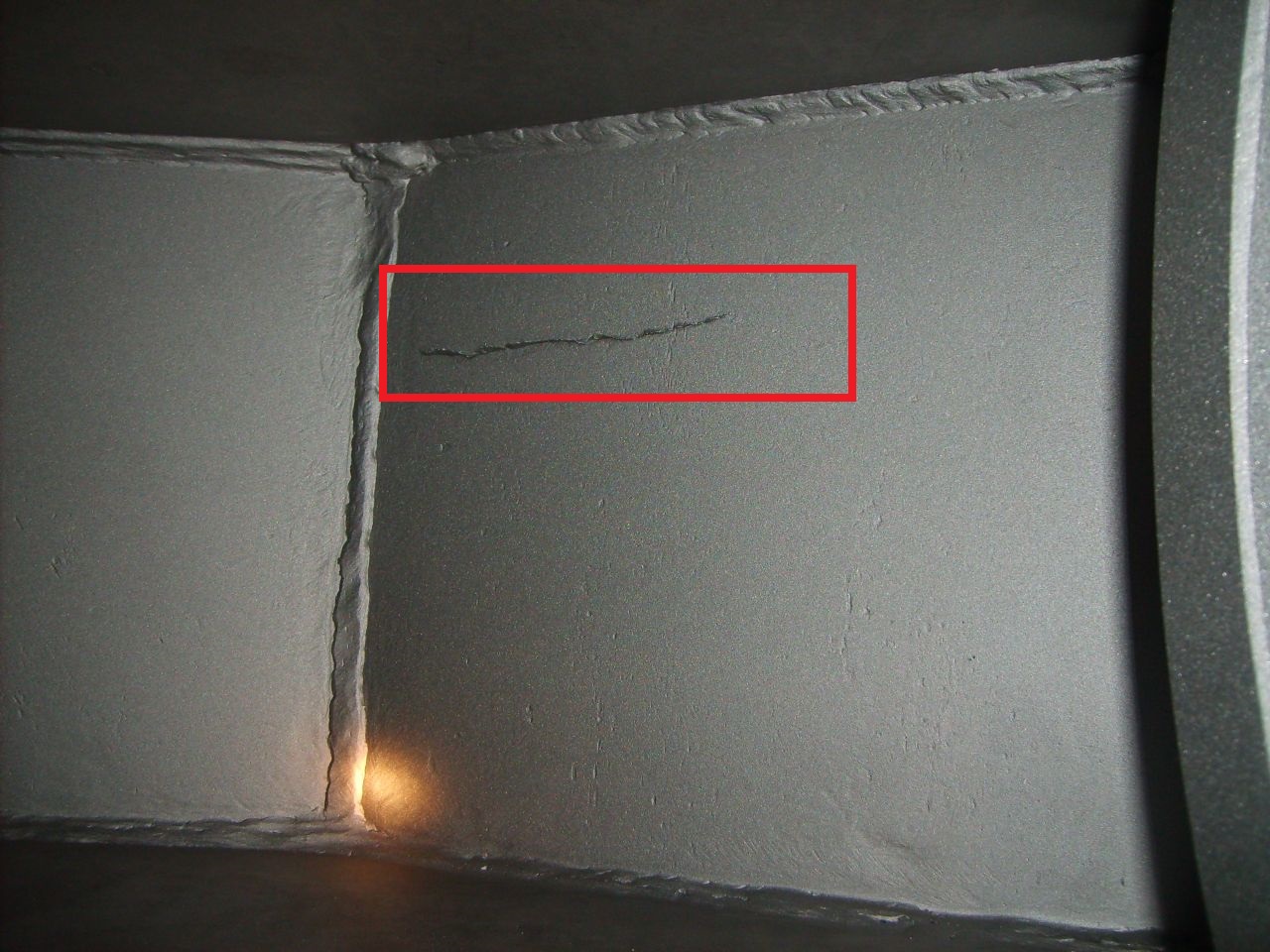
NADDATKI WALCOWNICZE, ROZWARSTWIENIA, ROZWARSTWIENIA PO CIĘCIU
NADDATKI WALCOWNICZE, ROZWARSTWIENIA, ROZWARSTWIENIA PO CIĘCIU – Wady powierzchniowe materiału, które mogą sięgać w głąb.
- dla stopnia P1 – Brak wystającego materiału
- dla stopnia P2 – Brak naddatków czy rozwarstwień materiału
- dla stopnia P3 – Brak naddatków czy rozwarstwień materiału


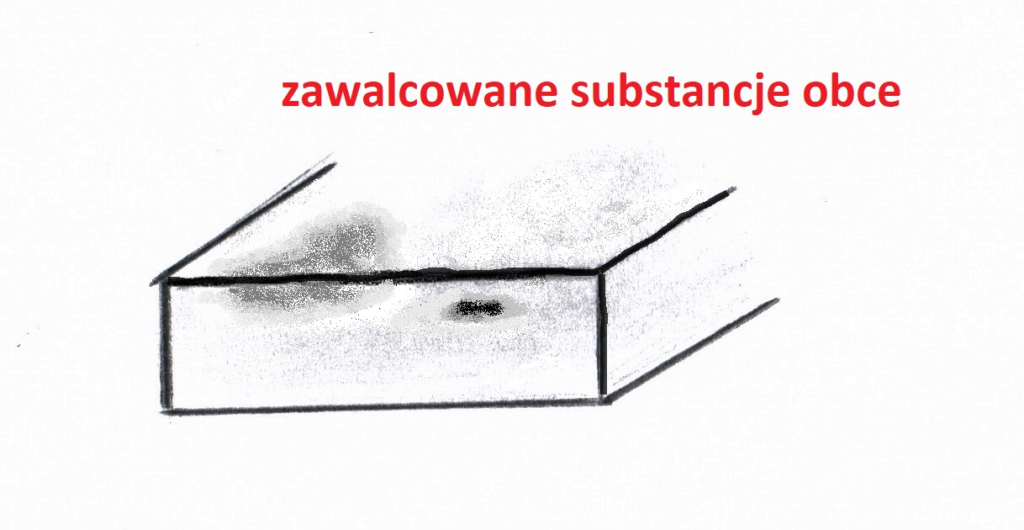
ZAWALCOWANE SUBSTANCJE OBCE
ZAWALCOWANE SUBSTANCJE OBCE – Substancje obce wprowadzone w materiał pod wpływem działania walców.
- dla stopnia P1 – Brak
- dla stopnia P2 – Brak
- dla stopnia P3 – Brak

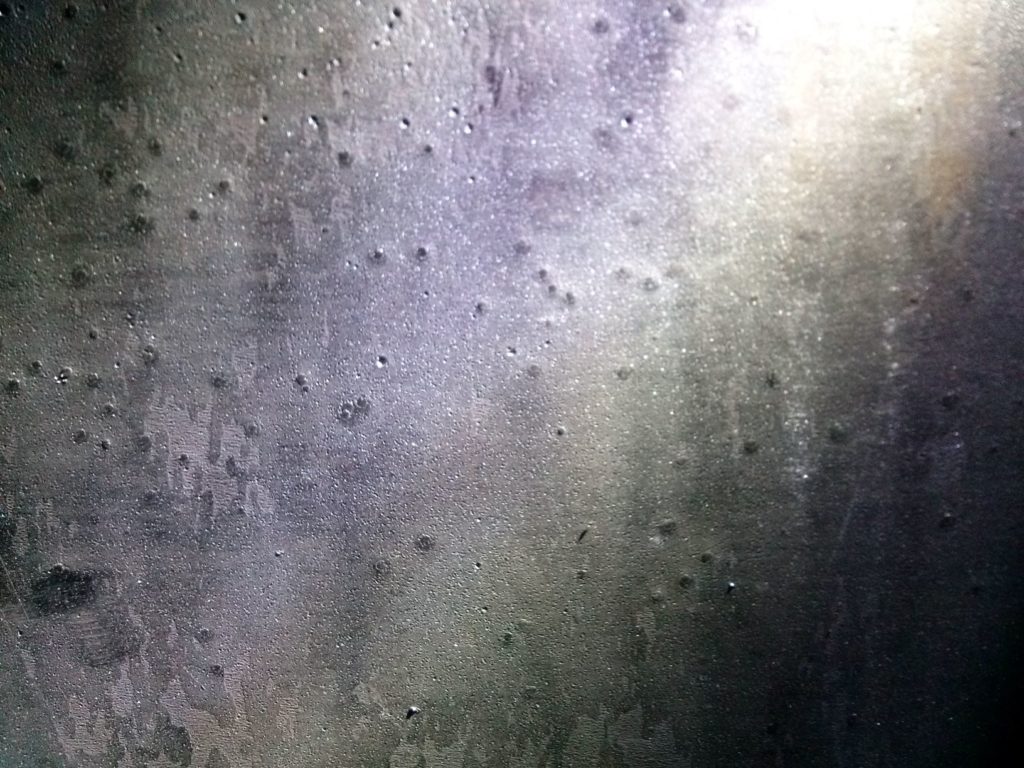
Powierzchnia zanieczyszczona olejem.
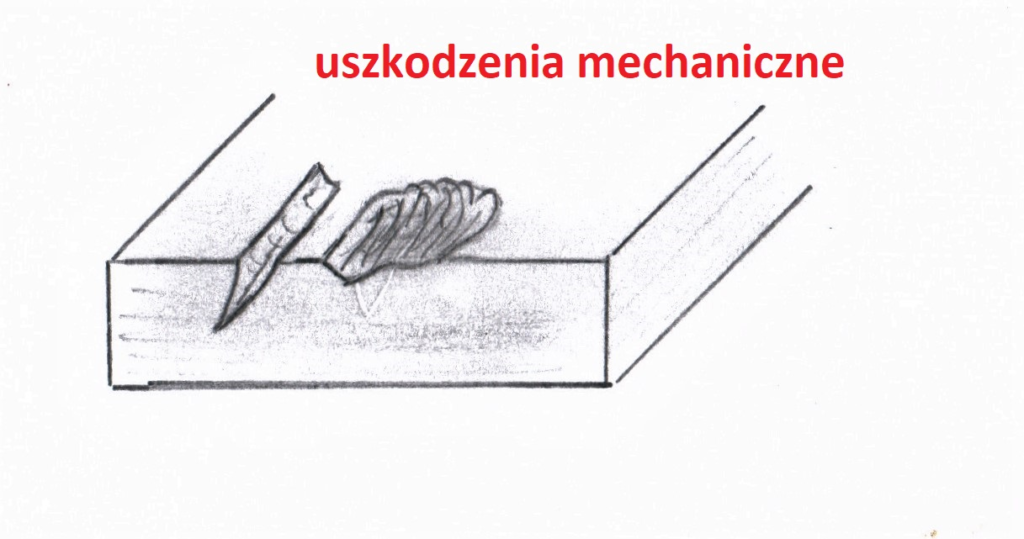
ROWKI i ŻŁOBKI UTWORZONE DZIAŁANIEM MECHANICZNYM
ROWKI i ŻŁOBKI UTWORZONE DZIAŁANIEM MECHANICZNYM – Rowki, żłobki, wcięcia, ubytki materiału na powierzchni.
- dla stopnia P1 – Pozostawiamy
- dla stopnia P2 – Promień żłobków powinien być nie mniejszy niż 2 mm
- dla stopnia P3 – Brak rowków, promień żłobków powinien być większy niż 4 mm



KARBY i ODCISKI USZKODZEŃ POWIERZCHNI WALCÓW
KARBY i ODCISKI USZKODZEŃ POWIERZCHNI WALCÓW – Uszkodzenia, ślady na powierzchni wynikające z zanieczyszczonych powierzchni walców.
- dla stopnia P1 – Pozostawiamy
- dla stopnia P2 – Powinny być gładkie
- dla stopnia P3 – Brak


Zawalcowane zanieczyszczenia.



{kind=link}