{kind=link}
Poroskop wysokonapięciowy służy do lokalizowania wad w powłoce. Badanie szczelności wymalowania jest ważnym elementem kontroli jakości pokrycia, gdyż sprawdzamy najważniejszy parametr, którym jest szczelność. To właśnie szczelność determinuje efekt barierowy ochrony powłokowej.


Badaniem tym możemy zlokalizować pory, pęknięcia, wtrącenia czy przestrzenie puste, a nawet obniżenia grubości.
Parę słów o wymienionych wyżej niedoskonałościach:
- pory to nieciągłości w powłoce o przekroju najczęściej okrągłym, które mogą sięgać do podłoża,
- pęknięcia to szczeliny w powłoce sięgające w głąb,
- wtrącenia to zanieczyszczenie powłoki ciałami obcymi np. ziarnami piachu, pyłem, kurzem lub ścierniwem,
- przestrzeń pusta, to np. uwięziony pęcherzyk powietrza, który osłabia powłokę.
Wszystkie te nieciągłości są niewskazane i obniżają jakość powłoki, więc warto je zlokalizować poroskopem i usunąć.


Uwaga, co do powłoki badanej…Badanie nieciągłości jest zasadne tylko dla nowych powłok aplikowanych na przewodzące podłoże. Badane powłok muszą być całkowicie utwardzone i nie mogą przewodzić elektryczności (bez pyłu cynkowego, grafitu) – przynajmniej warstwa nawierzchniowa. Badana powierzchnia musi być czysta, sucha, bez zabrudzeń olejowych, kurzu i wszelkich zanieczyszczeń.
Techniczne aspekty:
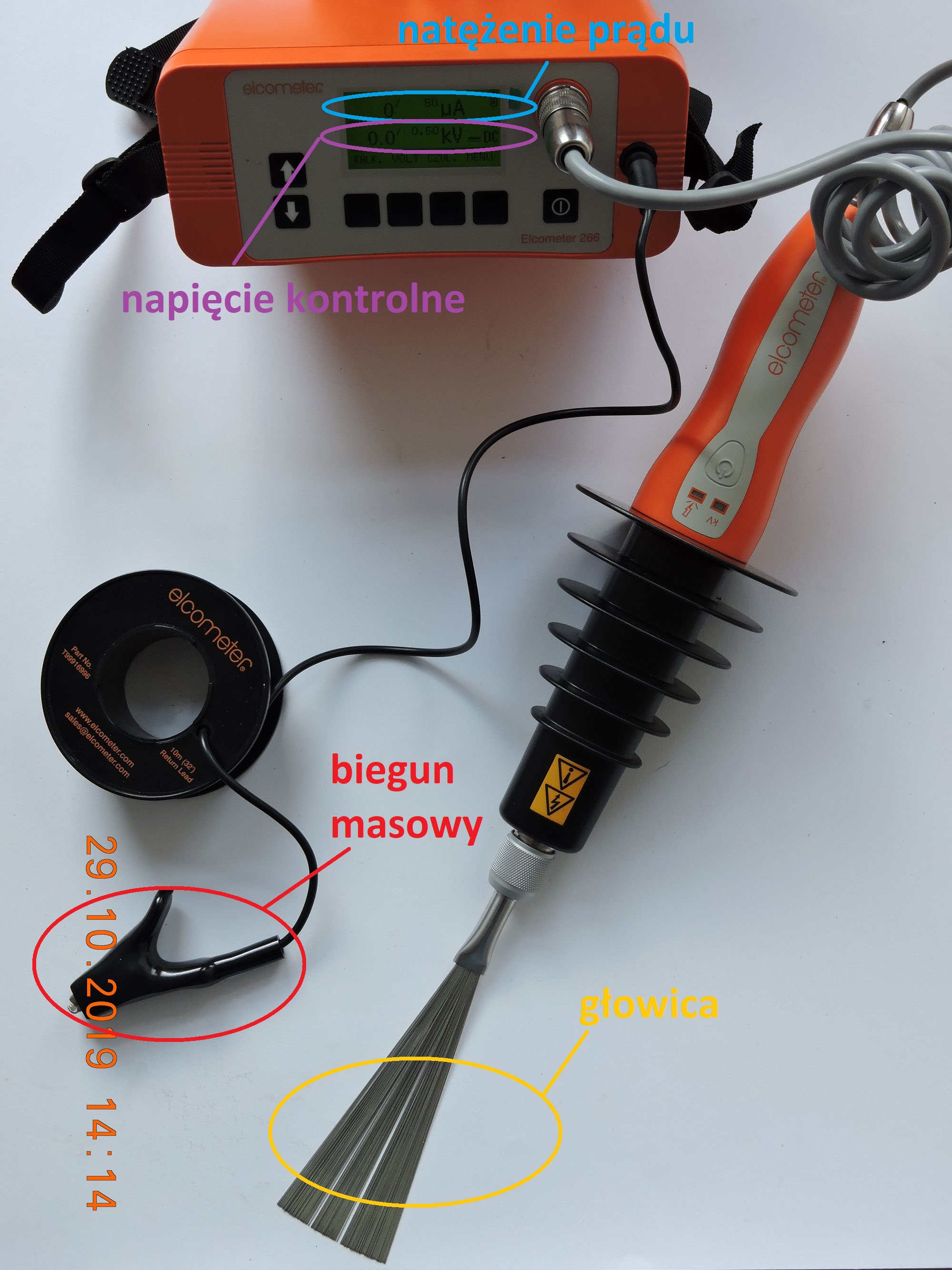
- Generator poroskopu wysokonapięciowego wytwarzana napięcie elektryczne od 700V do 30 kV.
- Badana powłoka musi mieć grubość powyżej 200µm.
- Przed rozpoczęciem badania, podłączamy uziemienie (biegun masowy) do konstrukcji.
- Badanie polega na przesuwaniu głowicy- szczotki metalowej po powierzchni badanej powłoki.
- W miejscach występowania defektów dochodzi do wzrostu napięcia względem ustawionego napięcia kontrolnego. Zwarcia powoduje pojawienie się iskry. Przekroczenie napięcia kontrolnego dodatkowo oznajmiane jest sygnałem dźwiękowym i/lub optycznym.
- Grubość warstwy musi być znana aby dobrać odpowiednie napięcie kontrolne do badania. Napięcie dobieramy zgodnie z tabelą zamieszczoną np. w normie NACE RP-0188. Inne normy to ISO 29601-2011 lub ASTM D 5162-15.