

{kind=link}
Sprężone powietrze, to powietrze utrzymywane pod ciśnieniem wyższym od atmosferycznego. Do jego wytwarzania służą kompresory. Kompresory dzielimy na śrubowe i tłokowe. Zasilane są elektrycznie lub spalinowo. Te drugie, zimą mogą powodować zamarzanie piaskarek, jeśli nie stosowane są zbiorniki wyrównawcze. Generalnie instalacja do obróbki strumieniowo – ściernej składa się z kompresora, zbiornika wyrównawczego, separatora wilgoci, piaskarki oraz filtra powietrza. Dodatkowo system uzdatniania sprężonego powietrza można rozbudować o chłodnicę i osuszacz.

Piaskarka z kolektorem sprężonego powietrza. 
Widok z drugiej strony piaskarki.
Ze wzrostem ciśnienia medium zasilającego wzrasta energia kinetyczna mieszaniny ściernej (powietrze i ścierniwo), a co za tym idzie, zwiększa się wydajność procesu. W zależności od wymagań stawianych przygotowaniu powierzchni, dobiera się ciśnienie sprężonego powietrza i ścierniwo dla uzyskania najlepszej jakości.
Podstawowe parametry charakteryzujące powietrze:
- ciśnienie powietrza [MPa lub bar] – sprawdzane przy kompresorze i mierzone u wylotu dyszy,
- wydajność kompresora [m3/min] – musi być dostosowana do podłączenia planowanej ilości linii.
Pomiar ciśnienia powietrza prowadzimy możliwie blisko ujścia dyszy. Wąż materiałowy w czasie badania nie może podawać ścierniwa.

Sprężone powietrze jest niezbędne do:
- wytworzenia odpowiedniego ciśnienia w zbiornikach piaskarek,
- transportu ścierniwa,
- nadania ścierniwu odpowiedniej energii kinetycznej,
- zaopatrzenia operatorów w powietrze do oddychania.
Instalacja sprężonego ciśnienia powinna podawać suche i niezaolejone powietrze. Zawartość oleju w powietrzu powoduje zanieczyszczenie śrutowanej powierzchni i śrutu. Powoduje wysoki koszt w związku z wymianą ścierniwa na czyste oraz ponowne przygotowanie powierzchni do malowania. Dodatkowo utracony czas na dodatkowe operacje też jest znaczący. Obecność wilgoci w powietrzu także powoduje zanieczyszczenie powierzchni. Przyczynia się w przypadku ścierniw mineralnych do ich zbrylanie, a w przypadku śrutu metalowego do jego korozji. Do oceny czystości medium służy test Blottera.
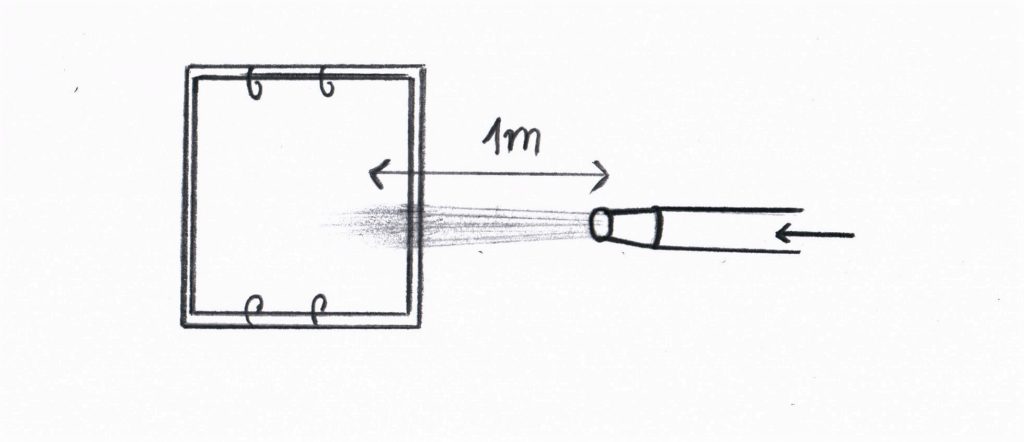
Schemat kontroli powietrza na zawartość wody i zanieczyszczeń olejowych. Z odległości 1 m od ściany, na kartkę papieru działamy wężem ze sprężonym powietrznym (bez śrutu). Po minucie oceniamy obecność zanieczyszczeń na papierze.


Separatory wilgoci 
Filtr powietrza