

{kind=link}
Natrysk hydrodynamiczny to najczęściej stosowana metoda nakładania powłok malarskich. Została wprowadzona do przemysłu na początku lat sześćdziesiątych i od razu stała się atrakcyjna. Jest stosowana ze względu na możliwość szybkiego nakładania farb o znacznej grubości, przy ograniczeniu strat natryskiwanych materiałów. Natrysk hydrodynamiczny charakteryzuje się wysoką wydajnością pracy, nawet do 800 m2/h.
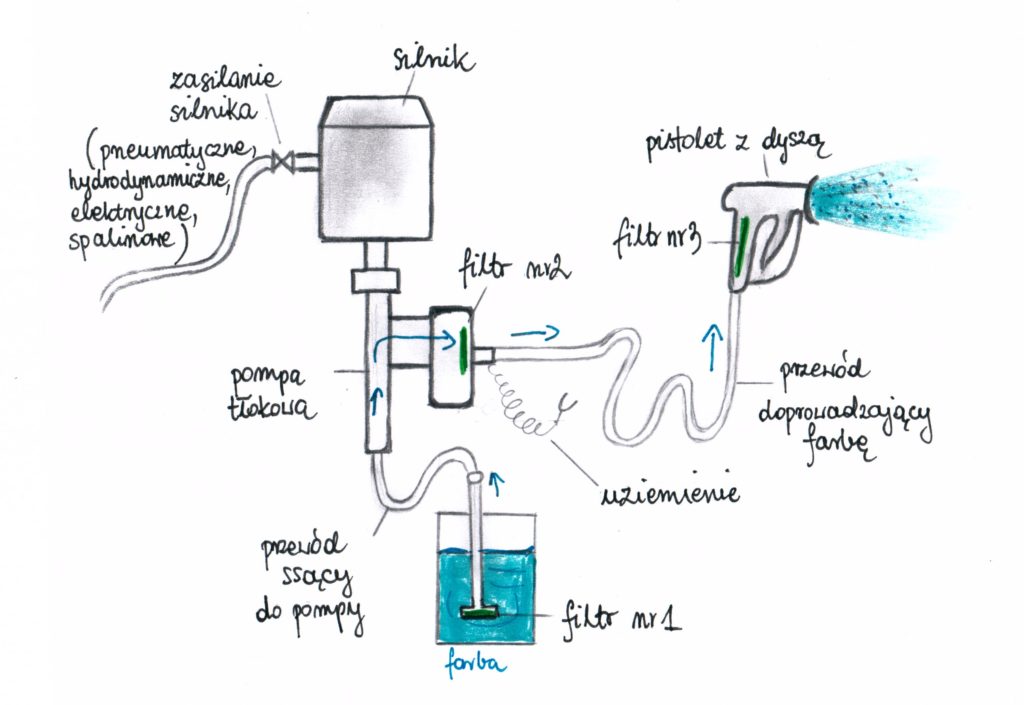
Zasada działania. Metoda aplikacji oparta jest na wykorzystaniu ciśnienia hydrodynamicznego. Wyrób malarski jest zasysany pompą i tłoczony wężem pod bardzo wysokim ciśnieniem do pistoletu, gdzie przedostaje się przez mały otwór w dyszy i ulega rozpyleniu. Atomizacja materiału malarskiego przybiera postać drobnych kropelek, które uderzają o powierzchnię z dużą prędkością i dobrze do niej przylegają.
Uwaga! Podobny efekt obserwujemy na przykładzie wody w sieci wodociągowej. Woda pod ciśnieniem tłoczona jest do kranów w naszych domach.
Aparat do natrysku hydrodynamicznego musi być w stanie wytworzyć duże prędkości przepływu wyrobu malarskiego. System do natrysku hydrodynamicznego składa się z następujących elementów:
- pompy – mają za zadanie wytworzyć wysokie ciśnienie farby. Najpopularniejsze są pompy tłokowe (nurnikowe), których silnik zasilany jest powietrzem lub hydraulicznie. Dostępne są również pompy o silnikach zasilanych: elektryczne i spalinowo. W użyciu są też pompy membranowe, które stosowane są do farb o niskiej lepkości;
- węża – bardzo ważna jest odpowiednia długość węża, aby niwelować spadki ciśnienia, szczególnie przy nakładaniu farb o dużej lepkości. Najważniejsze, aby węże były możliwie najkrótsze;
- pistoletu z dyszą rozpylającą.

Zasilanie elektryczne. 
Zasilanie sprężonym powietrzem. 
Aparat z agregatem elektrycznym.
Pompy.
Pompy tłokowe pracują na zasadzie dwustronnego działania. Płynne tłoczenie farby pod ciśnieniem jest możliwe, gdy tłok porusza się ku górze i ku dołowi. W odniesieniu do pomp pneumatycznych, uzyskanie prawidłowego ciśnienia farby w pompie materiałowej zależy od dwóch czynników:
- przełożenia pompy (stosunek przekroju tłoka silnika do przekroju pompy materiałowej),
- ciśnienie powietrza podawanego do silnika.
Regulację ciśnienia farby prowadzimy poprzez zmiany podawanego sprężonego ciśnienia powietrza do pompy materiałowej.
Filtry.
W skład instalacji do natrysku hydrodynamicznego zazwyczaj wchodzą trzy filtry, które dbają o czystość wyrobu malarskiego. Filtry charakteryzują się różną przepuszczalnością. Zapobiegają one dostawaniu się do dyszy nieczystości i zabezpieczają ją przed zatykaniem, co w czasie prowadzenia natrysku jest kłopotliwe. Pierwszy znajduje się przy ssaku, przed pompą. Drugi przed wtłoczeniem farby do węża, oraz trzeci w rękojeści pistoletu lub tuż przed nim. Uwaga! Ze spadkiem średnicy filtru zagęszcza się splot siatki.




Węże.
Węże do natrysku hydrodynamicznego oprócz funkcji podawania farby do pistoletu, dodatkowo mają za zadanie odprowadzanie ładunków elektrycznych. Mogą się one gromadzić w pistolecie w czasie nakładania wyrobu malarskiego pod wysokim ciśnieniem. Węże stosowane przy malowaniu tą metodą są wysokociśnieniowe i elastyczne. Przewody mają budowę warstwową dlatego ważne jest używanie węży tylko całkowicie sprawnych, bez uszkodzeń. W odniesieniu do węży pojawia się pojęcie – zakuwanie węży, czyli zakładania końcówek pasujących do konkretnych agregatów.




Budowa pistoletu.


Dysze.
Dysze, to bardzo istotny element całej aparatury. Na jej charakter wpływa wielkość średnicy otworu, przez który rozpylana jest farba i kąt dyszy. Czynniki wpływające na dobór dyszy:
- rodzaj farby – w zależności od lepkości, gęstości farby i rozmiaru cząsteczek tworzących wyrób malarski dobieramy odpowiedni otwór dyszy;
- kształt konstrukcji – do konstrukcji szkieletowych, kratowych wybiera się dysze o małym kącie, a do malowania rozległych powierzchni wybieramy większe kąty.

Przykładowo, jeśli zastosujemy dyszę o większej średnicy niż zalecany to, aby rozprowadzić farbę prawidłowo na powierzchni, należy zwiększyć ciśnienie, co spowoduje, że większy jej strumień będzie przepływał przez dyszę. Efekt jest taki, że otrzymamy za grubą powłokę lub lokalne przegrubienia i niedomalowania spowodowane próbą nadążenia za dużym strumieniem farby.
Pracując w niskich temperaturach można zmniejszyć lepkość farby stosując podgrzanie wyrobu malarskiego. Takie podgrzewacze przepływowe dostępne są często wraz z całym aparatem. Należy pamiętać, że duża lepkość farby powoduje problemy w zasysaniu jej przez pompę oraz zwiększa opór przepływu przez pompę i węże pomiędzy pompą a pistoletem. Jakość rozpylenia zależy od ciśnienia na dyszy, a nie na wyjściu farby z pompy.
Oznaczenia dysz.
Dysze do nakładania powłok metodą natrysku hydrodynamicznego oznaczane są ciągiem trzech cyfr, np. dysza 409.
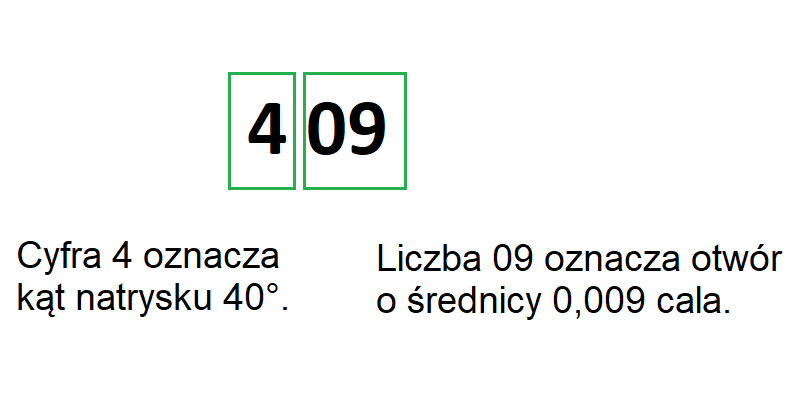
Przykładowo dysza o symbolu 619 oznacza średnicę otworu 0,019 cala i kąt natrysku 60°.
Analogicznie, dysza o symbolu 211 oznacza średnicę otworu 0,011 cala i kąt natrysku 20°, ze wzrostem kąt rośnie szerokość pasa rozpylanej farby.
W zastosowaniu są również dysze rewersyjne, które oznaczają możliwość oczyszczenia z zanieczyszczeń poprzez obrócenie dyszy o kąt 180°. Dysze te są o tyle praktyczniejsze, że nie wymagają całkowitego rozkręcenia pistoletu celem oczyszczenia.
Karty katalogowe farb powinny posiadać instrukcje dotyczące parametrów i rozmiarów dysz malarskich dla prawidłowego nakładania farb. Tabela poniżej podaje przykładowe dane mogące być zawarte w karcie katalogowej.
| Sposób użycia Farby nr 1 | Metoda nakładania | Zalecenia |
| Natrysk bezpowietrzny | Średnica końcówki: 0,38 – 0,53 mm (15 – 21 milicali), całkowite ciśnienie cieczy na wyjściu nie mniejsze niż 176 kg/cm2. | |
| Pędzel lub wałek | Tylko do małych powierzchni. | |
| Natrysk powietrzny | Nie zalecany. |
| Sposób użycia Farby nr 2 | Metoda nakładania | Zalecenia |
| Natrysk bezpowietrzny | Średnica końcówki: 0,53 – 0,63 mm (21 – 25 milicali), całkowite ciśnienie cieczy na wyjściu nie mniejsze niż 190 kg/cm2. | |
| Pędzel | Tylko do poprawiania małych powierzchni. Wymaga położenia kilku warstw dla uzyskania danej grubości powłoki na sucho. | |
| Wałek | Dopuszczalny. | |
| Natrysk powietrzny | Dopuszczalny. Wymaga znacznego rozcieńczenia. |
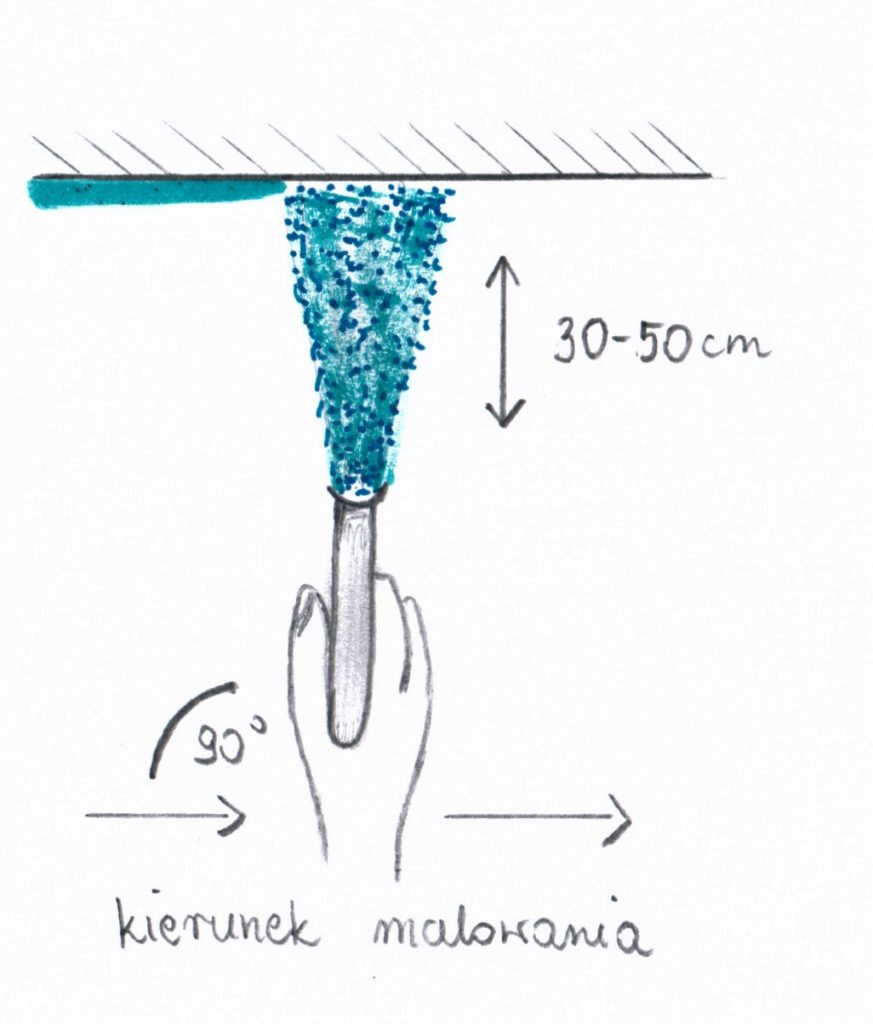
Prawidłowa technika nakładania farb metodą hydrodynamiczną polega prowadzeniu pistoletu prostopadle do powierzchni malowanej i zachowaniu odległości 30 – 50 cm. Większą odległość pistoletu od powierzchni malowanej stosuje się dla farb trudno rozpylających się. Zwolnienie spustu w pistolecie następuje jeszcze przed wejściem w obszar natryskiwania.
Do zalet stosowania tej techniki zaliczyć można:
- możliwość malowania wszystkimi farbami bez konieczności rozcieńczenia,
- bardzo duża wydajność malowania,
- oszczędność materiału malarskiego w porównaniu z natryskiem pneumatycznym,
- nakładanie grubych warstw,
- dobrą jakość powłoki,
- jednorodność powłoki.
Wady wynikające z zastosowania natrysku hydrodynamicznego:
- drogi sprzęt,
- kontakt z wysokimi ciśnieniami,
- długotrwały proces kształcenia malarza.
Natrysk hydrodynamiczny to najczęściej stosowana metoda aplikacji wyrobów malarskich. Duże, skomplikowane konstrukcje jak i mniejsze elementy przeznaczane są do natrysku hydrodynamicznego. Jest to bardzo ważne zagadnienie w dziedzinie antykorozji. Należy zaznaczyć, że praca wykonywana przez malarza jest często niedoceniana i oceniana bez analizy. Prawidłowe prowadzenie pistoletu, dojście do miejsc trudnodostępnych i wąskich wymaga kondycji fizycznej. Trudne jest opanowanie techniki i zaplanowanie przejść, aby nałożona powłoka mieściła się w zadanych granicach grubości. Środki ochrony osobistej dodatkowo mogą krępować ruchy, oraz podwyższać temperaturę pracy. Na malarzu ciąży również presja dobrze wykonanej pracy ze strony kierownictwa i brygady. Czynniki te sprawiają, że praca może być niekomfortowa, a dojście malarza do wprawy czasochłonne.