

{kind=link}
Natrysk powietrzny nazywany jest również pneumatycznym lub niskociśnieniowym. Metoda polega na nakładaniu pokryć malarskich za pomocą pistoletów, gdzie nośnikiem farby jest sprężone powietrze o niskim ciśnieniu (do 9 bar). Farba jest rozpylana i jako aerozol osiada na malowanym elemencie. Malowanie tą techniką pozwala uzyskać powłoki o wysokiej precyzji wykończenia.
Rodzaje zasilania pistoletów do natrysku powietrznego:
- grawitacyjne – z pojemnikiem na farbę nad pistoletem. Pojemność zbiorniczka do 0,5l, idealny do szybkiej zmiany materiałów malarskich, małe straty materiału, do farb słabo rozcieńczonych,
- syfonowe (podciśnieniowe) – z pojemnikiem na farbę pod pistoletem. Pojemność zbiorniczka 1l, idealny do szybkiej zmiany wyrobów malarskich, do farb mocno rozcieńczonych,
- ciśnieniowe – z wykorzystaniem zasilania z pojemnika ciśnieniowego, pompy membranowej lub tłokowej, do farb o każdym rozcieńczeniu, do malowania dużych konstrukcji.
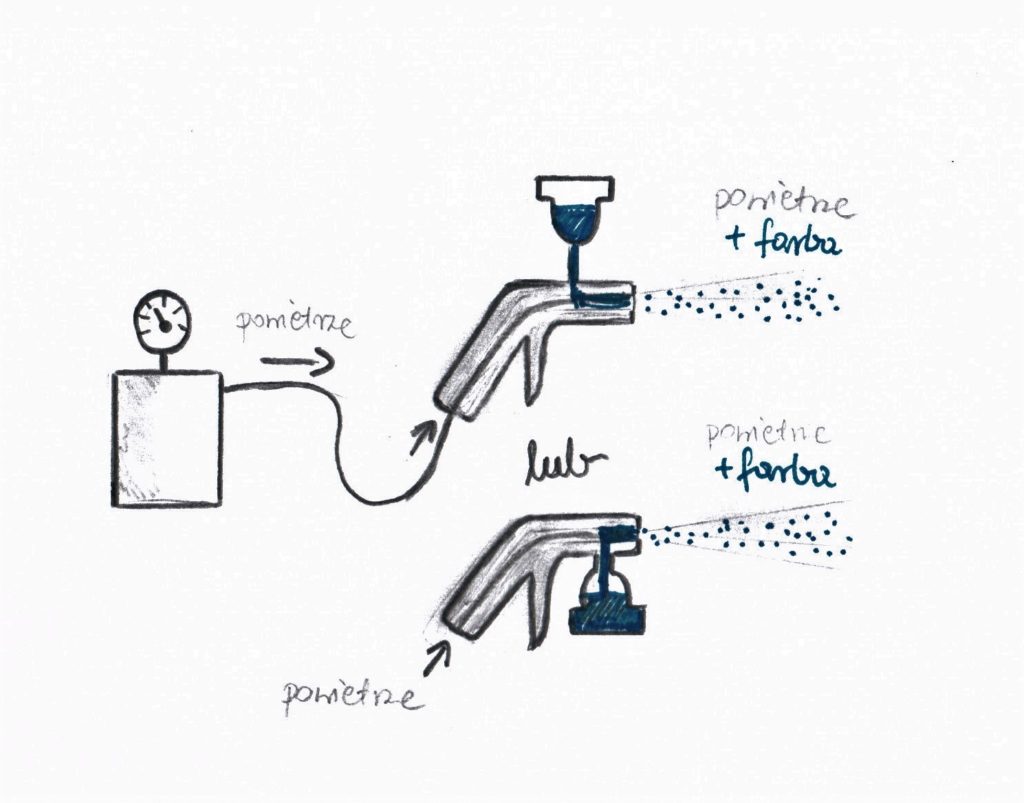
Natrysk pneumatyczny z pojemnikiem na farbę nad lub pod pistoletem. Sprężone powietrze tłoczone jest przewodem do pistoletu. W pistolecie farba i powietrze prowadzone są współosiowo i do ich połączenia dochodzi na wylocie z głowicy.

Pistolet do natrysku pneumatycznego z zasilaniem grawitacyjnym.

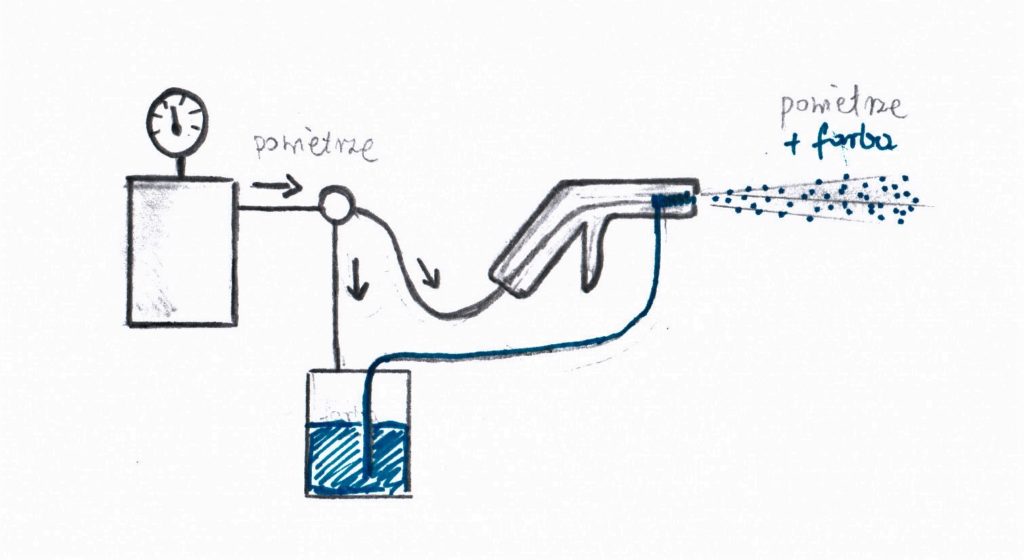
Natrysk powietrzny ze zbiornikiem ciśnieniowym na farbę. Sprężone powietrze tłoczone jest przewodami do pistoletu i pojemnika z farbą. W pistolecie do natryskiwania farba i powietrze prowadzone są współosiowo i do ich połączenia dochodzi na wylocie z głowicy.

Gęstość natrysku regulujemy strumieniem powietrza. Duże zmiany otrzymujemy poprzez regulację przy pomocy regulatora przy zasilaczu powietrza. Kształt natrysku, to, czy ma być bardziej okrągły czy płaski oraz szerokość strumienia, uzyskujemy poprzez regulację pokrętłem kanału wylotowego powietrza. Jeśli całkowicie go zamkniemy, to ślad farby będzie okrągły, a stopniowe otwieranie powoduje spłaszczanie. Dysza – motylek umożliwia uzyskanie pasma w pionie lub poziomie poprzez przekręcenie występów skrzydełek o 90°. Każdy ślad farby inny niż elipsa jest nieprawidłowy.
Wewnętrzny zespół, składający się z nasadki powietrza, iglicy i dyszy, nazywany jest projektorem. Elementy projektora wymieniamy w jednym czasie. Rozmiar iglicy/dyszy dobieramy w zależności od gęstości wyrobu natryskiwanego. Przykładowo bejcę na drewno będziemy natryskiwać dyszą/iglicą o rozmiarze 0,030″ (0,8 mm), farbę na stal dyszą/iglicą 0,042″ (1,1 mm), a kleje dyszą/iglicą 0,7″ (1,8 mm). Należy pamiętać o regularnej konserwacji pistoletu. Po każdym użyciu i przy zmianie materiałów przepłukujemy aparaturę do natrysku oraz stosujemy smarowanie uszczelnienia iglicy, uszczelnienia głównego zaworu powietrza, sworznia dźwigi spustu oraz sprężyny iglicy.
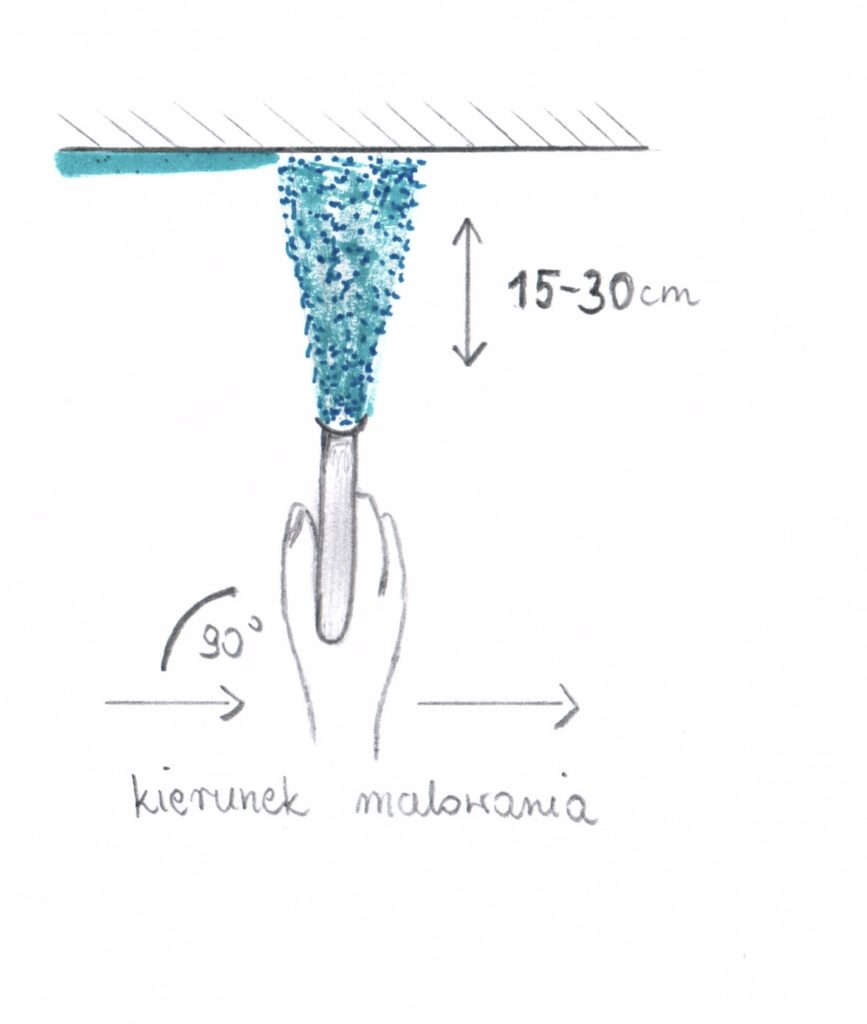
Technika prawidłowego nakładania farb natryskiem pneumatycznym polega na pracy pistoletu prostopadle do powierzchni w odległości 15 – 30 cm. Prowadzenie pistoletu zbyt blisko spowodować może zacieki, a zbytnie oddalenie braki grubości powłoki.

Zalety stosowania natrysku niskociśnieniowego:
- możliwość precyzyjnego wykończenia powłoki,
- sposobność częstego zmieniania kolorów i rodzajów farb dzięki niewielkim pojemniczkom na wyrób malarski,
- możliwość malowania niewielkich elementów o różnych kształtach,
- nieskomplikowana regulacja strumienia farby,
- tani sprzęt.
Wady stosowania natrysku niskociśnieniowego:
- metoda nie jest dedykowana ciężkim wyrobom malarskim np. epoksydom,
- nakładanie cienkich warstw,
- mała wydajność malowania dużych powierzchni,
- większe zużycie rozcieńczalników w porównaniu z natryskiem hydrodynamicznym.
Uwaga! Pistolety do natrysku metodą pneumatyczną dzielimy na trzy grupy. Różnią się między sobą konstrukcją końcówki rozpylającej, które pracują w technologiach natrysku:
1. HP ( z ang. High Pressure – wysokie ciśnienie), to pistolety działające z ciśnieniem powietrza do 9 bar, to najwyższe ciśnienie zasilające ze wszystkich trzech grup. Są to pistolety nazywane konwencjonalnymi lub tradycyjnymi. Wysokie ciśnienie powoduje duże pylenie i wysokie straty wyrobu malarskiego.
2. LVLP ( z ang. Low Volum Low Pressure – małe ilości, niskie ciśnienie), tzw. natrysk zgodny. Kombinacja zalet pozostałych dwóch technologi, a więc małe ilości wyrobu malarskiego atomizowane niskim ciśnieniem. Charakteryzuje się małymi stratami farby i niskimi grubościami nakładanych powłok.
3. HVLP ( z ang. High Volum Low Pressure – duże ilości, niskie ciśnienie), gdzie farba podawana jest pod ciśnieniem do 4 bar natomiast ciśnienie powietrza jest znacznie niższe niż przy natrysku konwencjonalnym, poniżej 1 bar. Efektem zastosowania technologi HVLP są niskie straty wyrobu malarskiego i mniejsza chropowatość powłoki.
Ciekawostka! Puszka w slangu malarskim oznacza natrysk pneumatyczny grawitacyjny lub syfonowy.