

Powierzchnia przed nałożeniem farb powinna być poddana badaniom, które sprawdzą jej stopień czystości. Badania te mają na celu sprawdzenie obecności różnych zanieczyszczeń, które mogą mieć wpływ na trwałość systemu powłokowego. Do takich niechcianych rzeczy na powierzchni należą: zendra, oleje, tłuszcze, pyły czy zasolenie powierzchni. W tym momencie może pojawić się pytanie: po co mierzyć zasolenie, a nie na przykład „zacukrzenie”? Otóż sole są dużo popularniejszymi związkami niż cukry, zwłaszcza że w postaci mocno rozbitej krążą w powietrzu – są m. in. składnikiem kurzu. Ale po co mierzyć ich zawartość? Lubią wodę, są higroskopijne. Ta cecha sprawia, że jeśli mogą, to otaczają się cząsteczkami wody – tworzy się elektrolit, który przewodzi prąd, a to z kolei sprawia, że na powierzchni metalowej tworzy się ogniwo korozyjne. No i nieszczęście gotowe:-). Ktoś może tu powiedzieć, że jak pomalujemy grubo to taka bariera będzie trudna do przejścia. I słuszna jego racja, ale jak to w życiu – tylko częściowo. Mianowicie, sól zalegająca pod powłoką, która jest pewnego rodzaju membraną, generuje siłę osmotyczną, która dąży do wyrównania stężeń cieczy pod powłoką i na powłoce. Ta siła sprawia, że przez powłokę „przechodzi” woda do soli – zaczyna się proces korozji, a że produkty korozji mają większą objętość to zaczynają podnosić powłokę – tworzą się tzw. pęcherze osmotyczne, które są wadą powłoki.
W niniejszym artykule zajmiemy się metodą opracowaną przez szwedzkiego naukowca A. Bresle’a, która pozwala zbadać zawartość wszystkich rozpuszczalnych zanieczyszczeń na powierzchni. Jak łatwo możemy zauważyć nazwa metody pochodzi od nazwiska jej autora i potocznie nazywana jest metodą Bresle’a. Opis badania podają normy ISO 8502-6 oraz ISO 8502-9. Pierwsza z nich opisuje jak wykonać badanie, druga podaje metodę obliczania i interpretowania wyników.
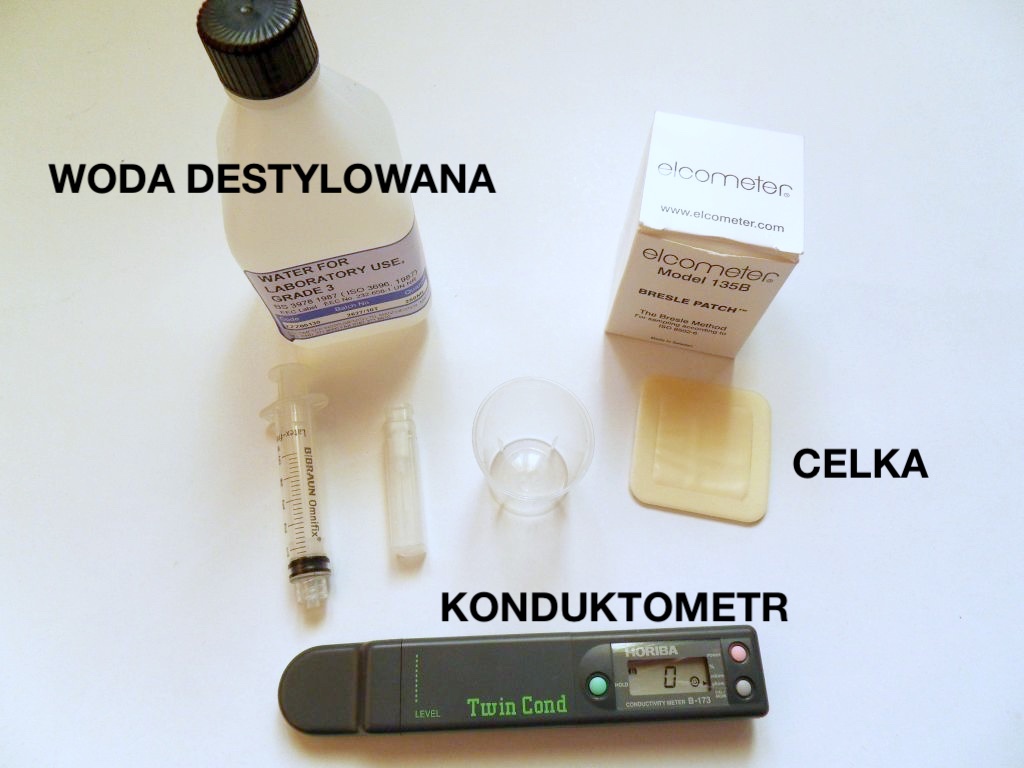
Zestawy do badania zazwyczaj przechowywane są w formie zestawu zamkniętego w gustownej walizce. Na ogół składają się one z:
- kilkudziesięciu celek określanych jako Bresle patch,
- wody destylowanej,
- roztworu kalibracyjnego,
- konduktometru,
- strzykawek wraz z igłami (w zależności od zestawu, są konieczne, lecz nie zawsze dołączone),
- plastikowych kubeczków na wodę.

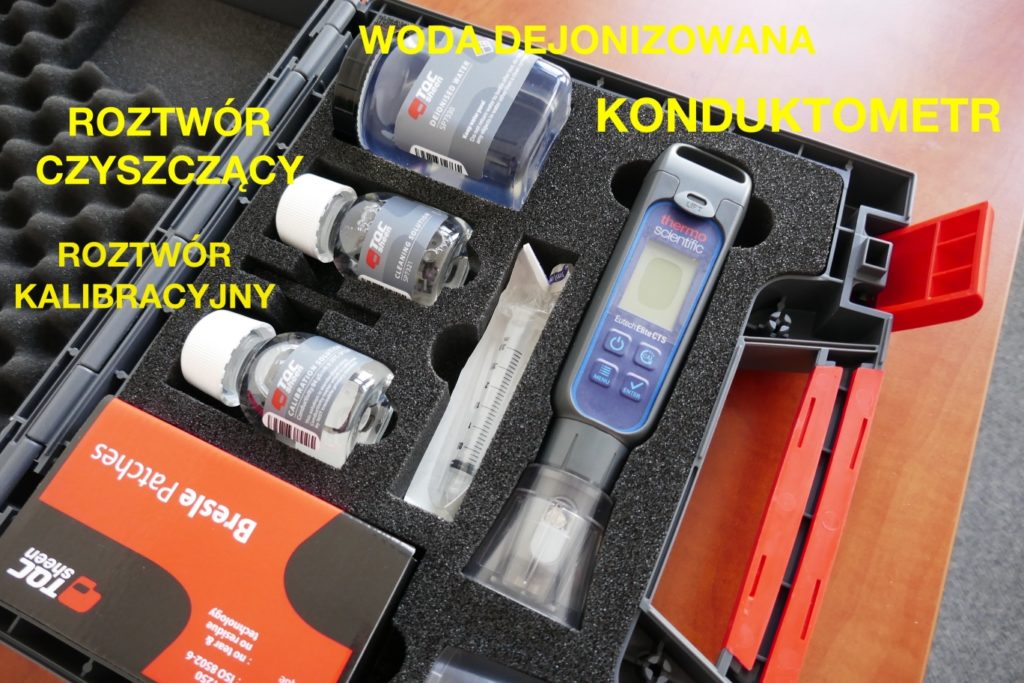
Obecnie, w miarę upowszechnienia się badań zawartości soli na powierzchni, na rynku pojawiły się zestawy, które zaprezentowano poniżej:


UŻYWANE PRZYRZĄDY:
Wielkość strzykawek, celek, czystość wody, dokładność termometru zawartego w konduktometrze – wszystkie te wartości są znormalizowane. Warto również pamiętać o kalibracji miernika, temat ten poruszamy w artykule [Kalibracja konduktometru].
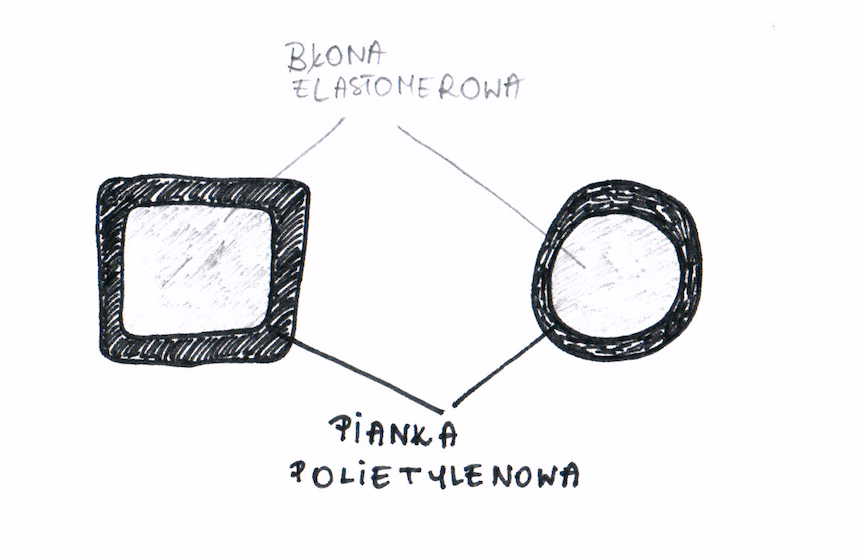
Zewnętrzna warstwa celki zbudowana jest z pianki polietylenowej, a „błona” z cienkiej powłoki elastomerowej. Ważne! Warto pamiętać o odpowiednim dociśnięciu celki, ponieważ gdy podczas badania woda wyleje się z celki badanie jest nieważne.
Woda wykorzystywania do badania powinna być destylowana lub dejonizowana. Przewodnictwo tego rozpuszczalnika nie może być większe niż 5 μS/cm.
ZASADA BADANIA:
Badanie polega na rozpuszczeniu soli na powierzchni pod elastyczną błoną celki przy użyciu wody destylowanej. Mierzona jest przewodność otrzymanego roztworu z wykorzystaniem konduktometru. Następnie dokonuje się prostych obliczeń matematycznych i otrzymujemy sumaryczną gęstość powierzchniową soli lub chlorków. Prościej: ilość soli lub chlorków na określonej powierzchni.
WYKONANIE BADANIA:
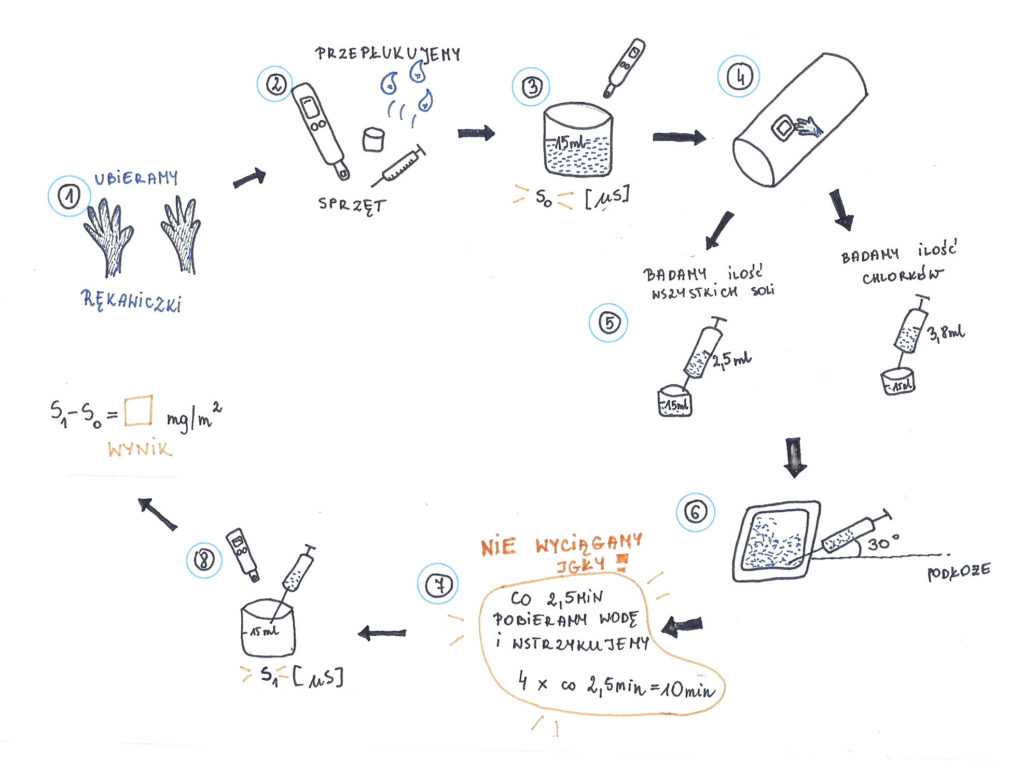
- UBIERAMY RĘKAWICZKI.
- Badanie rozpoczynamy od przepłukania miernika konduktometru, kubeczka oraz strzykawki (jeśli używamy wielorazowej) wodą destylowaną. Jest to konieczne, bo brudne przyrządy bardzo często zafałszowują wyniki badań.
- Do plastikowego kubeczka nalewamy około 15 ml wody destylowanej i sprawdzamy jej przewodność, zapisujemy.
- Usuwamy papier ochronny z celki i doklejamy ją do badanej powierzchni tak, aby w środku zostawić jak najmniejszą ilość powietrza.
- Wybieramy jedną z metod pomiarowych w zależności od badanego przez nas parametru. Jeśli szukamy całkowitej liczby soli pobieramy do strzykawki 2,5 ml, jeśli chcemy oznaczyć tylko chlorki pobieramy 3,8 ml wody.
- Wstrzykujemy całość do celki pod kątem około 30 stopni, dopuszczalne jest dotykanie błony w celu rozprowadzenia wody po całej powierzchni. NIE WYCIĄGAMY IGŁY!!!
- Co 2,5 minuty należy pobrać wodę i ponownie ją wstrzyknąć NIE WYCIĄGAJĄC IGŁY. Zabieg powtarzamy 4 – krotnie co daje nam 4 „wypompowania – wpompowania” w ciągu 10 minut.
- Po 10 minutach pobieramy całą wodę z celki, wlewamy ją znów do plastikowego kubeczka, mierzymy przewodność przy pomocy konduktometru.
- Wykonujemy obliczenia, od otrzymanego wyniku (S1) odejmujemy wynik zerowy (S0).
Powyższa jest najbardziej klasyczną metodą, która używana jest w warunkach terenowych. Najnowsze konduktometry wyposażone są we wbudowaną przegrodę, która mieści akurat 3 ml roztworu. W takiej sytuacji nie jest konieczne użycie plastikowego kubeczka.

Konduktometr wyposażony jest w 3 przyciski. Jeden służy do włączenia urządzenia. Kolejny pozwala zmienić jednostkę temperatury, a ostatni wstrzymuje pomiar.
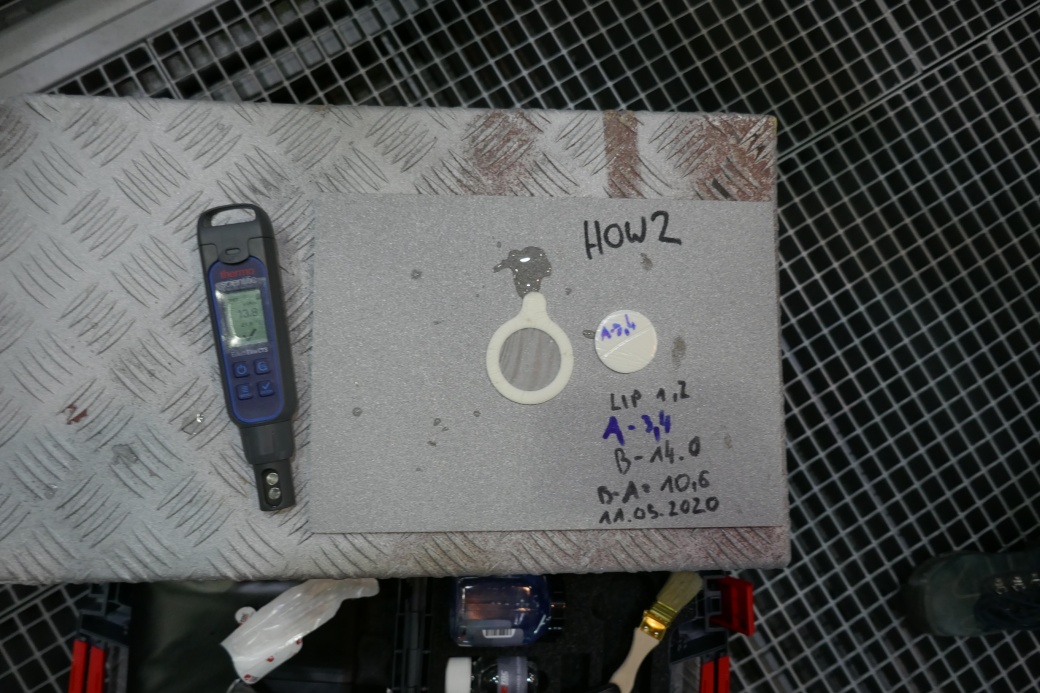
Poniżej znajduje się zdjęcie podczas przeprowadzania badania w terenie. Panowie powinni być zaopatrzeni w czyste rękawiczki.








{kind=link}